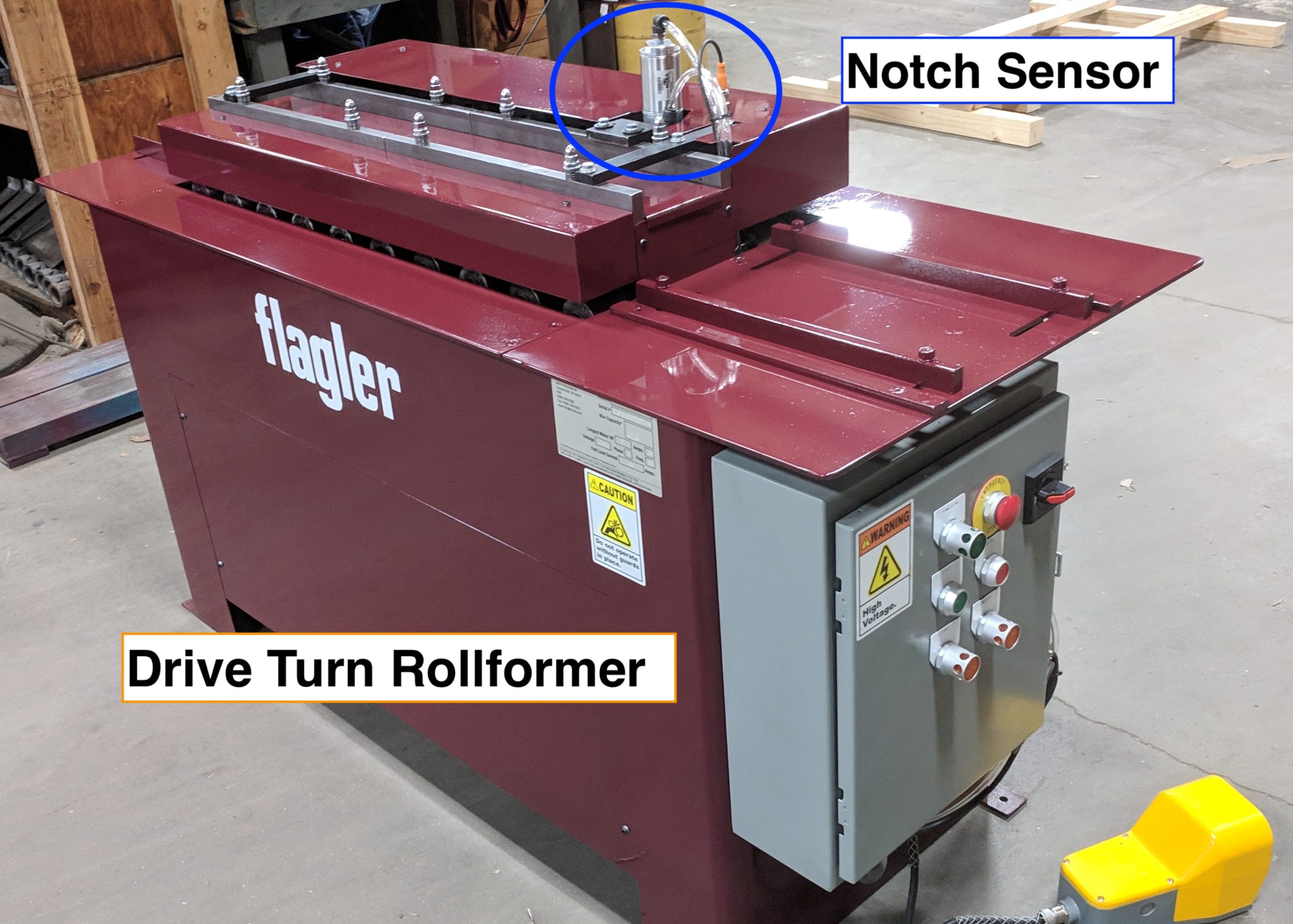
The common method for “turning the drive” is by means of bending the edge of sheet metal “up and over” to form a 7/16″ open hem 180 degrees using either a manual or pneumatic cleatbender. But there’s another option…Rollforming.
Shops with a Coil Line are the best candidates for a Drive Turn Rollformer if the Coil Line has the drive turn in it
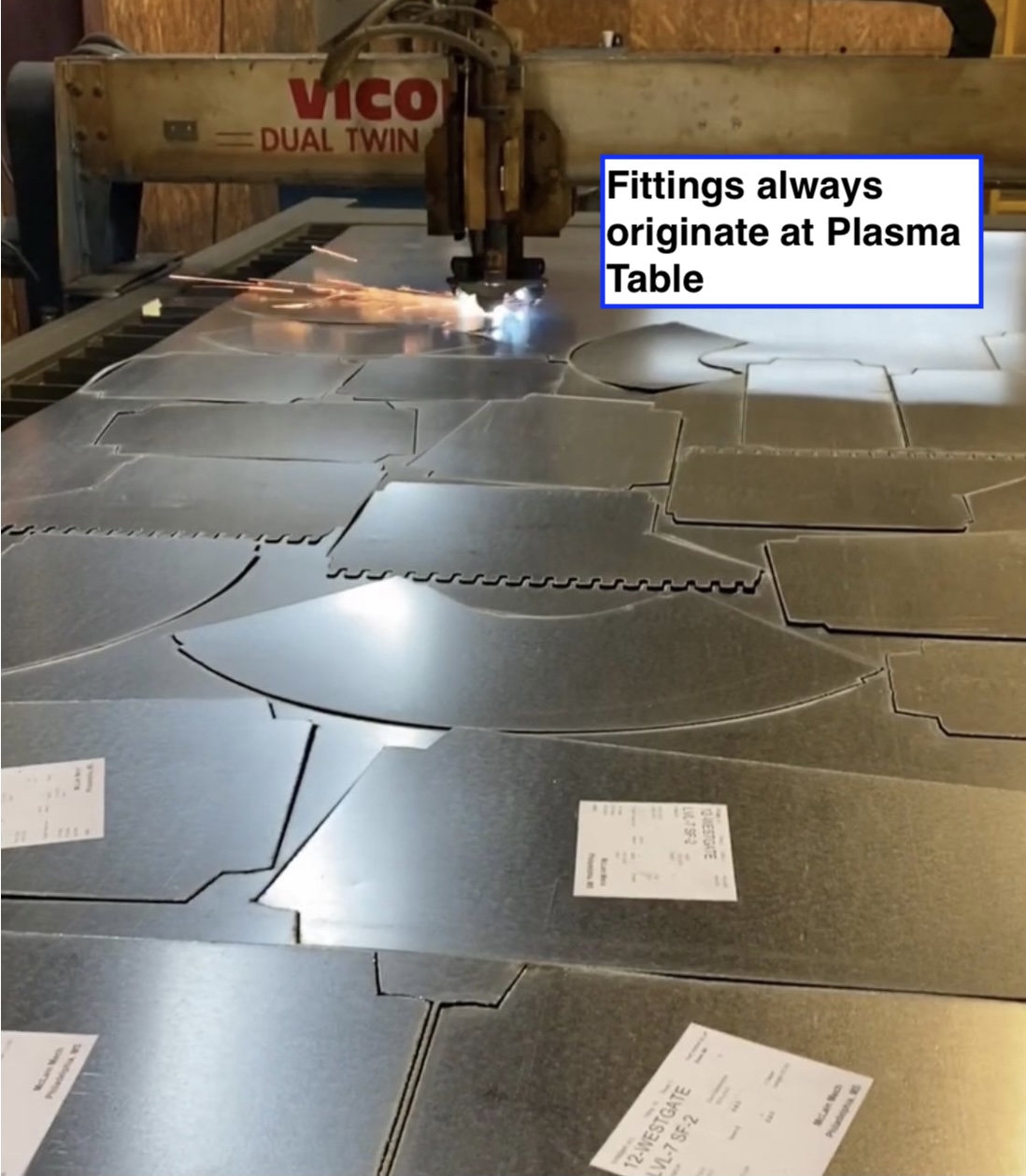
Why? Because it means their Coil Line is turning the drives on all of their Straight Duct sections and that all other drives are coming from the Fittings. “Fittings” cover anything NOT coming off the coil line as straight duct.
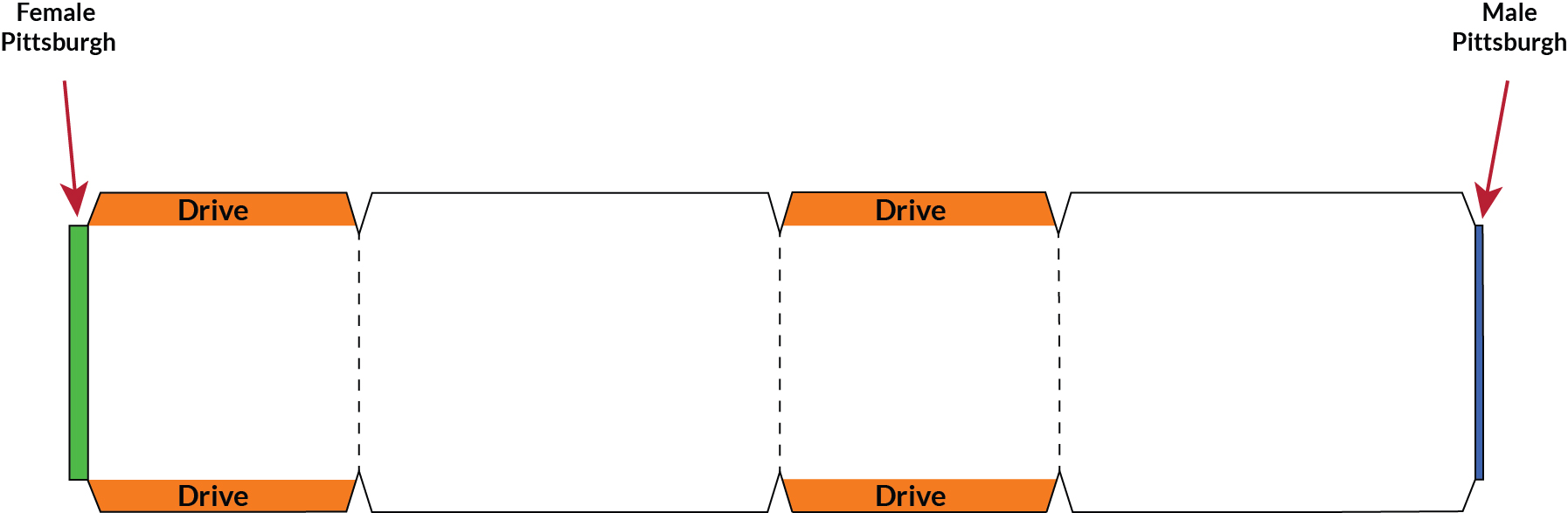
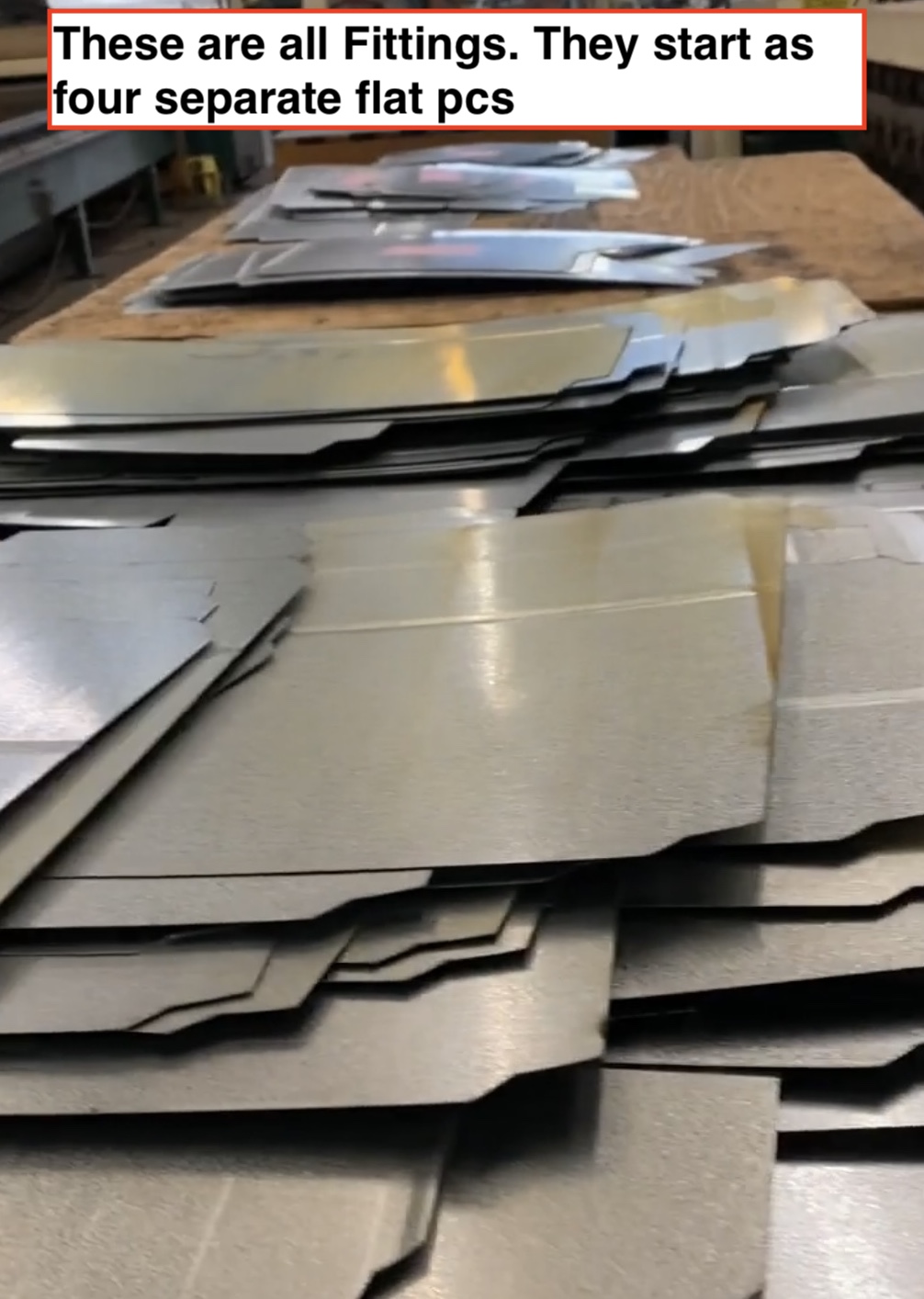
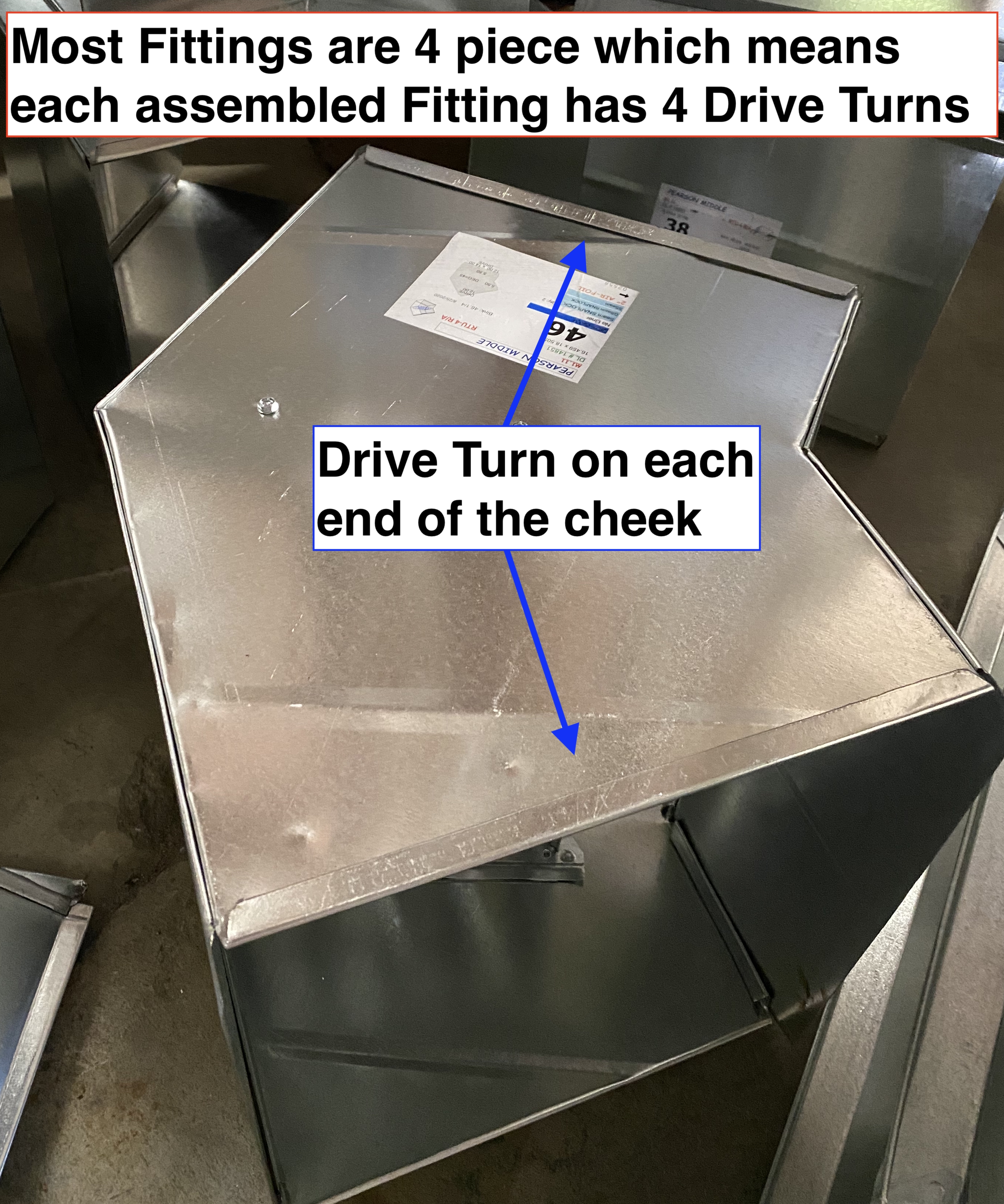
If all of the drives being turned in the shop are on Fittings, then all of the drives are being turned on flat pieces of metal because Fittings originate as four pieces and flat. And it’s on Flat pieces that Rollforming the Drive Turn can save time and money. Note: I’m considering a Fitting as four flat pieces of metal burned from Plasma Table, then run thru the Pittsburgh (or Snaplock) machine followed by Turning a Drive on both ends of by means of a Cleatbender and then assembled into one with a Tinners Hammer.
Here’s another consideration: Any shop foreman can tell you what his breakdown of straight duct vs. fittings is on a typical job. They might say 70% Straight Duct / 30% Fittings for example. That % is being based on lbs of Galvanized. If the shop has a coil line, that ratio was a good reason that they invested in the line. But consider that the S and Drive straight duct from a coil line is 59″ long and either coming off as an L section or as a Full Wrap; then contrast that with the fact that Fittings are typically much smaller—we’ll say perhaps 1/4 the size of the Straight Duct. Of course when it comes to sheer weight, straight duct is always going to account for more lbs than are the Fittings. But Fittings always account for a greater quantity and more labor than will the straight duct. A job consisting of 70% straight duct vs 30% Fittings, may well have over 70% of man hours spent on the Fittings. So, for the Coil Line shop, the Drive Turn Rollformer will increase efficiency on S and Drive Fittings.
More about Coil Lines
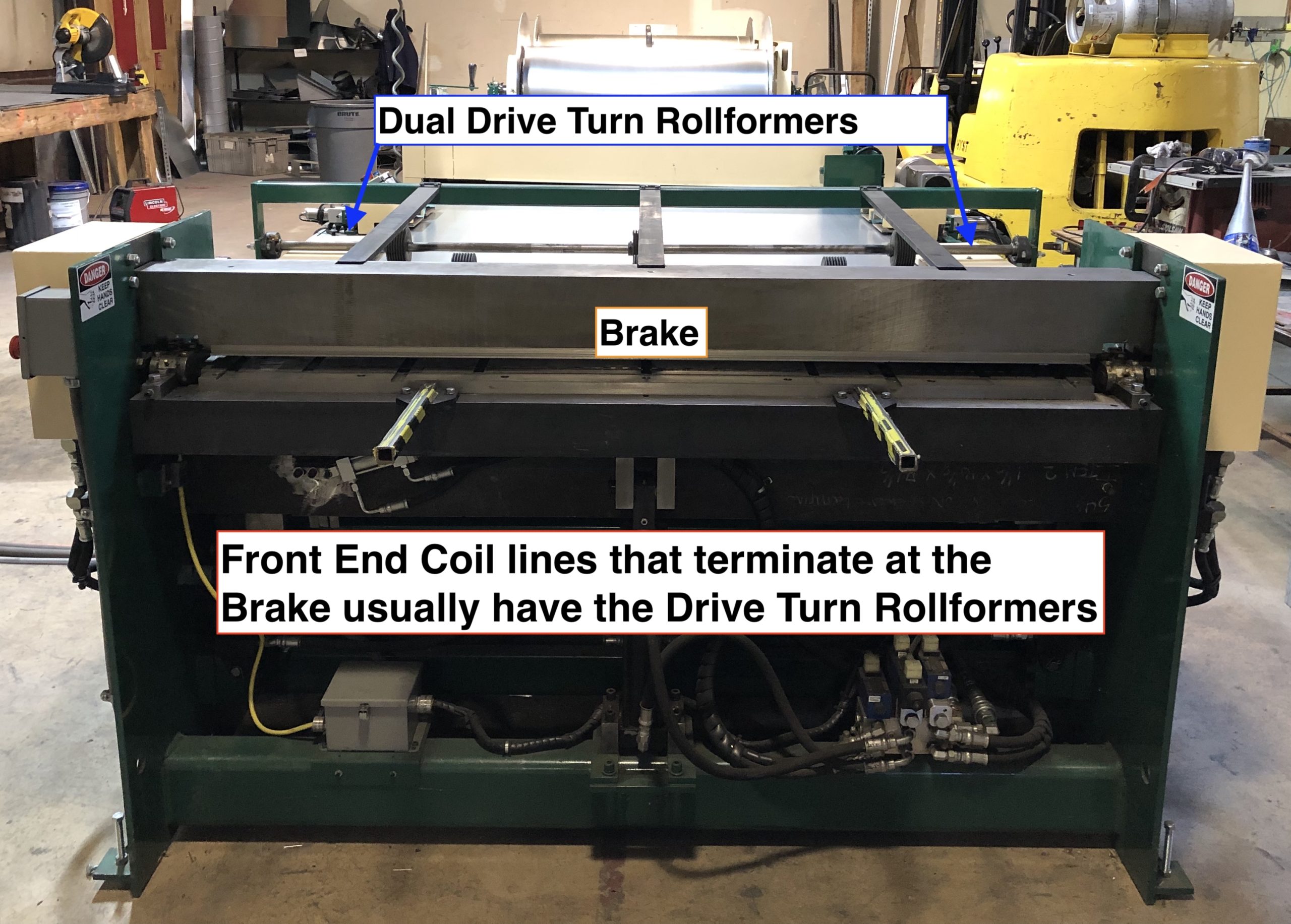
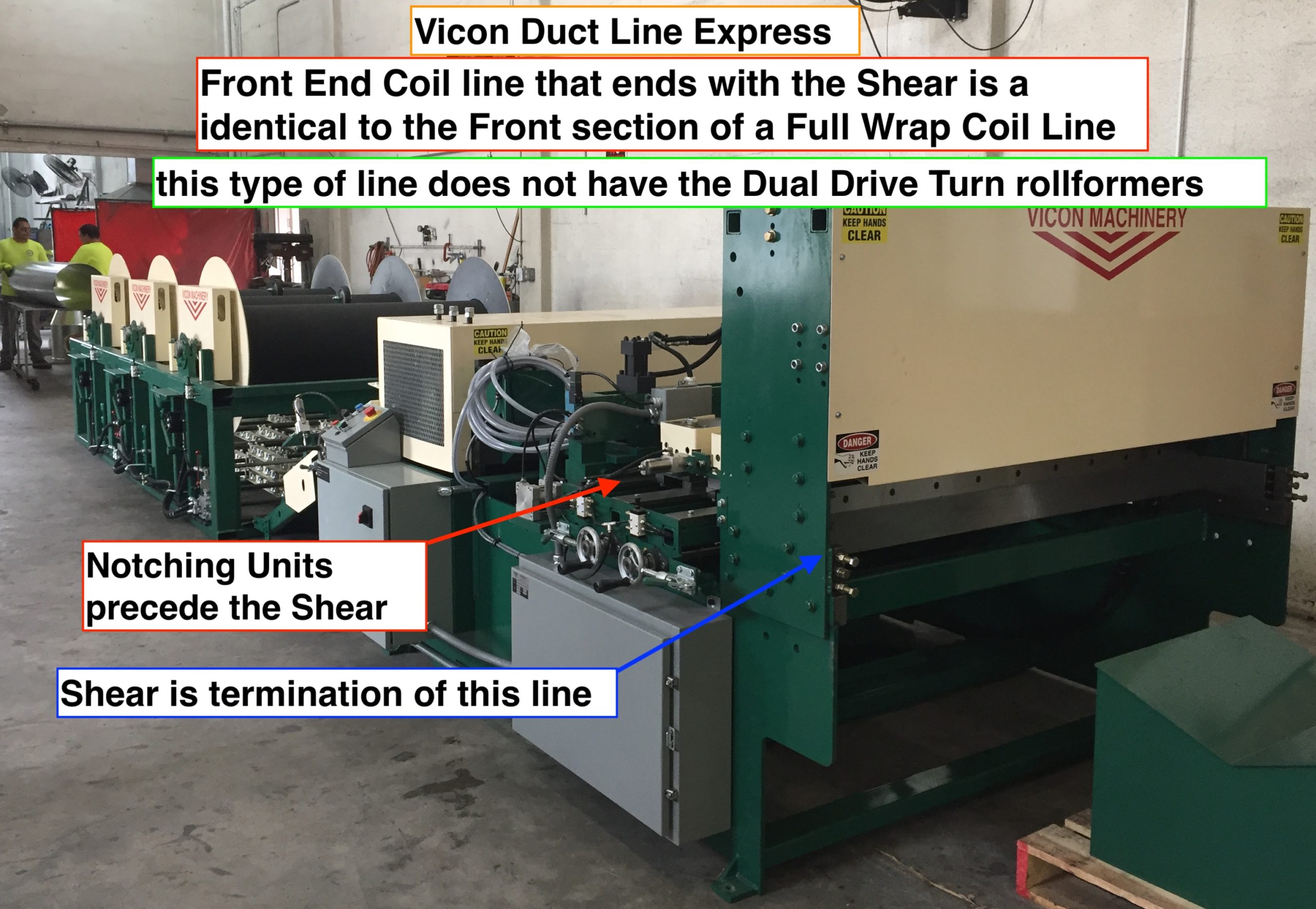
Not all Coil Lines rollform the Drive Turn. There are two types of Front End coil lines: one that ends with a shear (Vicon’s Duct Line Express for example) and one that ends with a Brake (Vicon’s Shear and Bend for example).
Shear and Bend Front End Coil Line
Full Wrap Coil Line

Duct Line Express Front End Coil Line
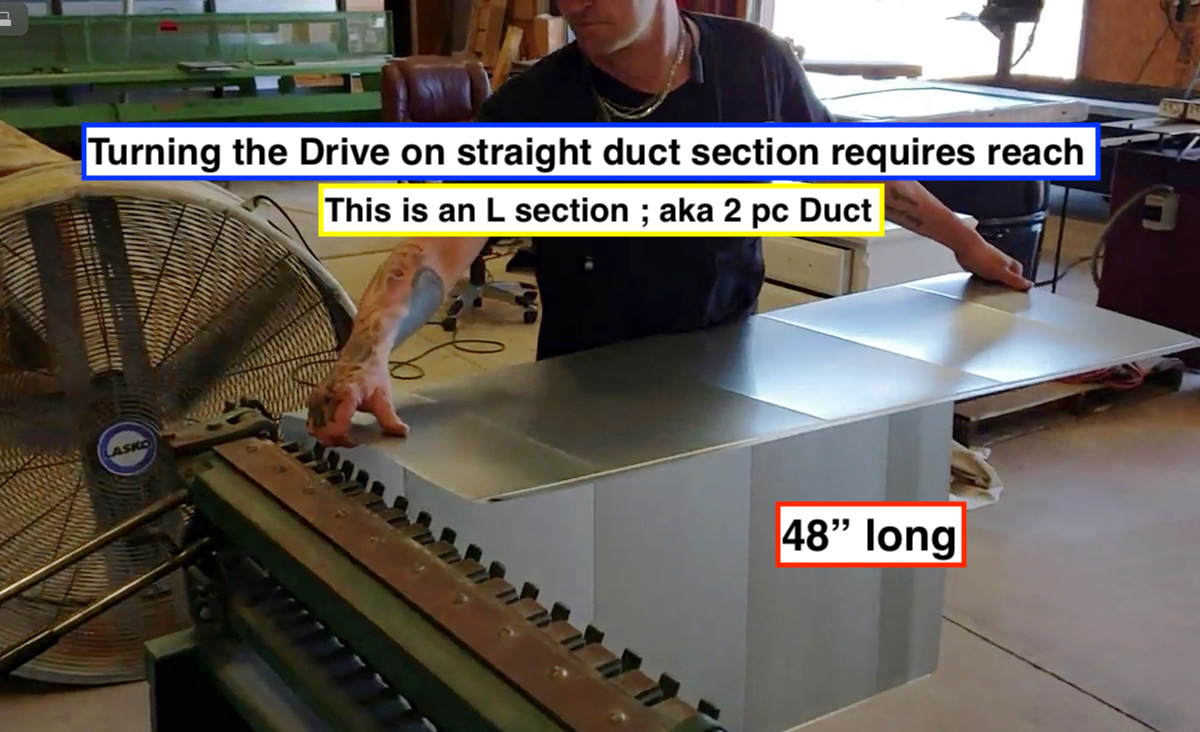
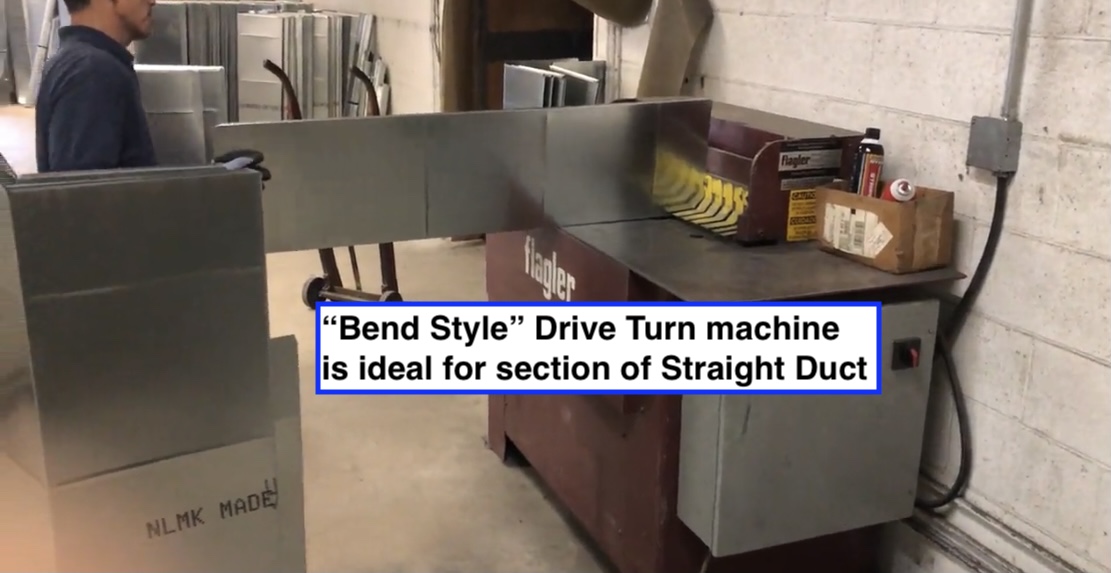
Shops without a Coil Line are more suited for a Drive Turn Bender (aka Power Cleatbender)
This is because a bend type drive turn machine works better on an L section than does a Rollformer type.
If a Duct Shop doesn’t have a coil line, they typically use their manual cleatbender for fittings and a pneumatic cleatbender for their 47” Straight Duct L sections, aka two piece. The value that this shop gets from a Power Cleatbender is that it’s easier turning a Drive on an L section. These L sections are a challenge to bend on a manual cleatbender because of the reach required for the handles.