Red Bud Coil Line
Red Bud Industries Precision Blanking Line at Conklin Birmingham
Conklin’s new Red Bud Industries Precision Blanking Line affords us speed, cut precision, stacking quality, and spin down abilities that position us to service our customers like never before. From perfectly square cut, leveled, and stacked sheets to spun down pup coils with flush edges, this takes our processing capabilities to another level.

- Galvanized sheets this perfectly stacked as a result of our Drop Stacker

- Recoiler (shown here) allows us to take a 45,000 lb coil and spin it down into several small coils like this 3,500 lb coil of 24 ga 48″ in photo
How did we get there?
Several years ago, when we moved our coil processing from Atlanta to Birmingham, we did so to be closer to our domestic mill sources, but also to be strategically situated to service sheet needs throughout our branches (this excludes our Florida branches, which process steel in Orlando). Another major consideration was the goal of expanding our processing capabilities. This required space that we did not have in Atlanta. Although Birmingham did not have the space in their 40,000 square ft facility, they did have land upon which to expand and accommodate the additional 16,000 square ft needed.

- To accommodate this larger Coil Line we added 16,000 sq ft of warehouse space and two additional loading docks with overhead doors to our Birmingham location. The construction of the addition is referred to as “Tilt Up” in which the building’s walls are poured directly at the job site in large slabs of concrete called “tilt up panels”. After the concrete has cured, then its “tilted” to the vertical position with a crane and braced into position by rods which are temporary, and removed when the roof and other walls are secured.


- First receipt of a 50,000 lb coil

About the Red Bud Line…
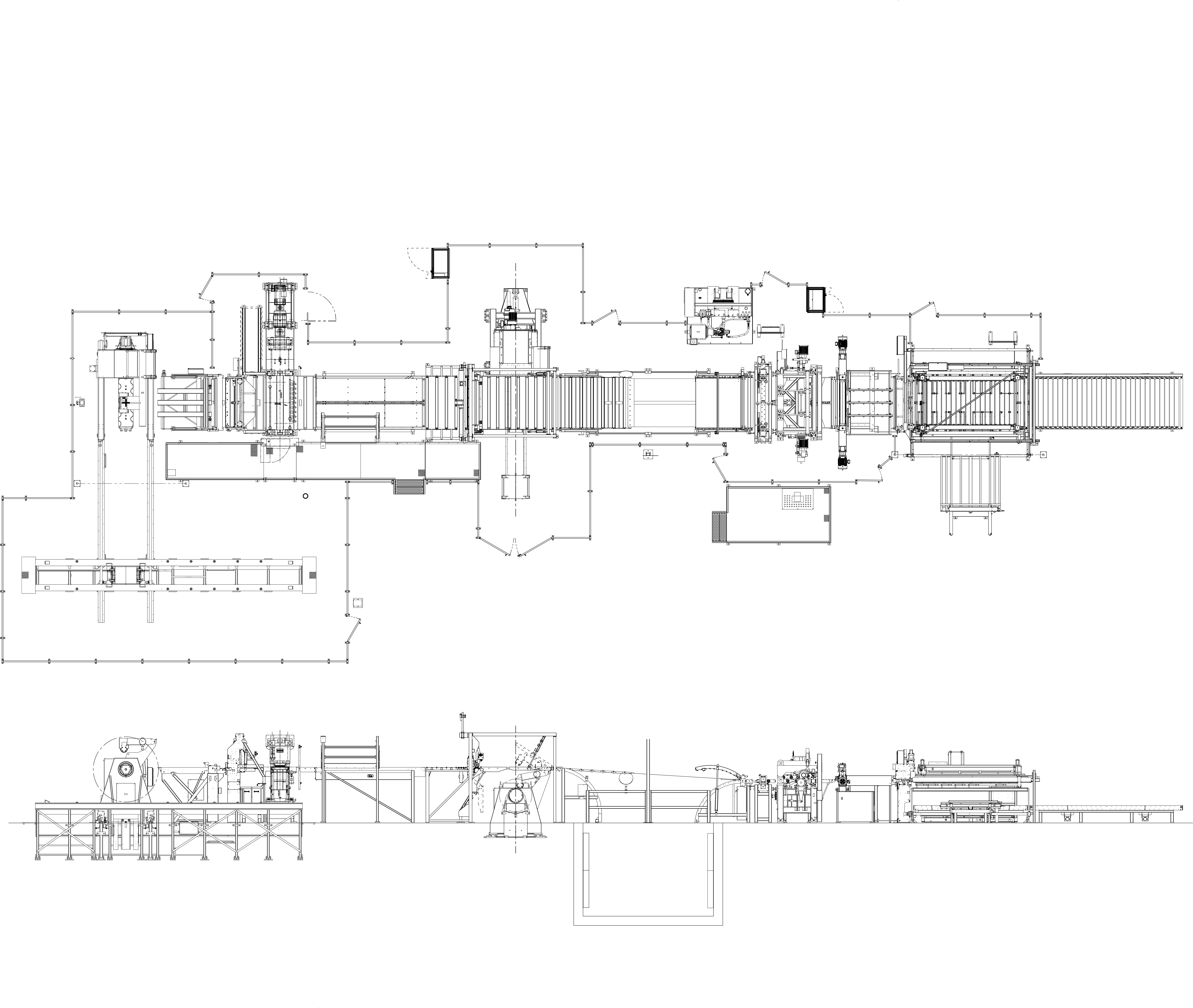
When it comes to coil processing equipment, Illinois-based Red Bud Industries is without equal. Conklin’s processing line consists of a Coil Stage & Load System, Uncoiler, Peeler Breaker, Roller Leveler, Beading station, Pop-Up Flatness Table, Thread System, Roll Feed, Shear, Drop Stacker, Automatic Lowering Stack Table, End Discharge Rollouts, and Recoiler for coil breakdowns.

Speed and efficiency in action
Whether you’re a Conklin customer or employee, we hope that if your travels take you through Birmingham you’ll take a short detour at the Daniel Payne Parkway exit and come visit us. Here, we can show you galvanized sheet steel decoiling at a top speed of 800 ft per minute. You’ll also see the deep looping pit, which is required to slow down that speed as it prepares for the shearing process, clocking in a start to finish “coil to sheet” speed of 275 ft per minute.
Spinning down and recoiling a large coil into smaller coils means we have the ability to take a 50,000 lb coil and spin it down and recoil into an unlimited amount of small coils, thereby better servicing our customers that require 3,000 lb, 5,000 lb, and 8,000 lb coils just as easily as those that buy the standard 10,000 lb coils.

FAQ’s
Gauge Capacity: 14 ga mild steel
Max sheet length: 144″
Max sheet width: 60″
Spin down capacity: 12,000 lb max coil / 2,000 lb min coil
Beading: Yes
Multiple cut lengths on one skid: No
Uncoiler capacity: 50,000 lbs
From start to finish…
Loading

- Coil staging section for row staging (as opposed to a four-arm turnstile)

Uncoiler
- Uncoiler—full circumference mandrel handles coils as heavy as 50,000 lbs


- Our average line speed from the uncoiler is 700 ft per minute

- Uncoiler station has its own control keypad

Recoiler
We can take a 50,000 lb coil and spin down into smaller coils—the heaviest we can recoil to is 12,000 lbs and the lightest is 2,000 lbs.
- The recoiler gives us the ability to spin down a large coil into several small ones. It also allows us to spin the ID of a coil from 24″ to 20″


- Resize ID of Coil: Ability to spin down a coil with a 24” ID to 20” ID, which the standard Inside Diameter for most Fab Shops

- The recoiler is positioned before the looping pit. When processing sheets, it disengages from the line

- Preparing for the Recoiler means separating the second portion of the line so that the Recoiler takes the place of the Looping Pit and Shearing process


- Recoiler Screen in foreground, Recoiler in lower background, and the Looping Pit pictured on right
Looping Pit
- The looping pit acts as an area for material to collect. Since the shear has a stop / start while blanking, and the feed from the uncoiler is set at a continuous speed


- Elevated operator work area


Shearing and Stacking