S and Drive Rollformers have a minimum of 8 Forming Stations and roll form the Flat S and Flat Drive.
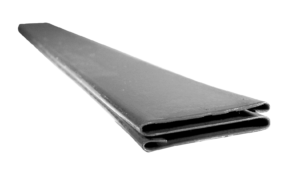
When contractors refer to S and Drive Duct, they are also including the “reinforced” Flat S , aka the Standing S Lock From a fabrication and transport perspective, S and Drive Duct is the most cost efficient straight duct in commercial Rectangular Duct all the way to the Smacna max of 24” x 18” that’s allowed for Flat S and (Flat) Drives.

It goes out to the Job Site Nested. You grab it, hammer it together and hang it…

It’s therefore no surprise that the S and and Drive Rollformer is a staple in any commercial HVAC shop. 8 forming stations are required to rollform the Flat S Lock, and it’s a profile that’s always run Inboard which means that there are always at least two empty outboard rolls available for a roll set profile. Initially this machine was introduced by Lockformer as a 3 profile rollformer with Flat S inboard, drive cleat on one side and another profile on the other-the 8600 Cleatformer followed by the 8900 Superspeed






S and Drive Rollformers come with or without the Cutter Attachment. Flagler and Lockformer sell it as a separate entity; Vicon builds it onto the machine.In all cases, the Attachment can be disengaged upward and out of the way.
The Value of the Cutter attachment is that a shop can utilize their drop, an increasing challenge with Front end coil lines reducing drop from straight duct and Plasma Tables which have reduced drop from the fittings portion of the shop. But still many shops that never had a cutter attachment are not prone to change their methods and add one:
Where does Standing S Lock come into play?
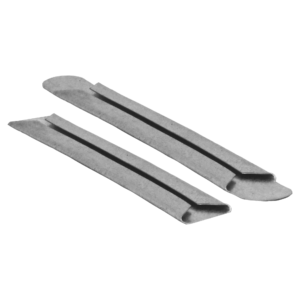
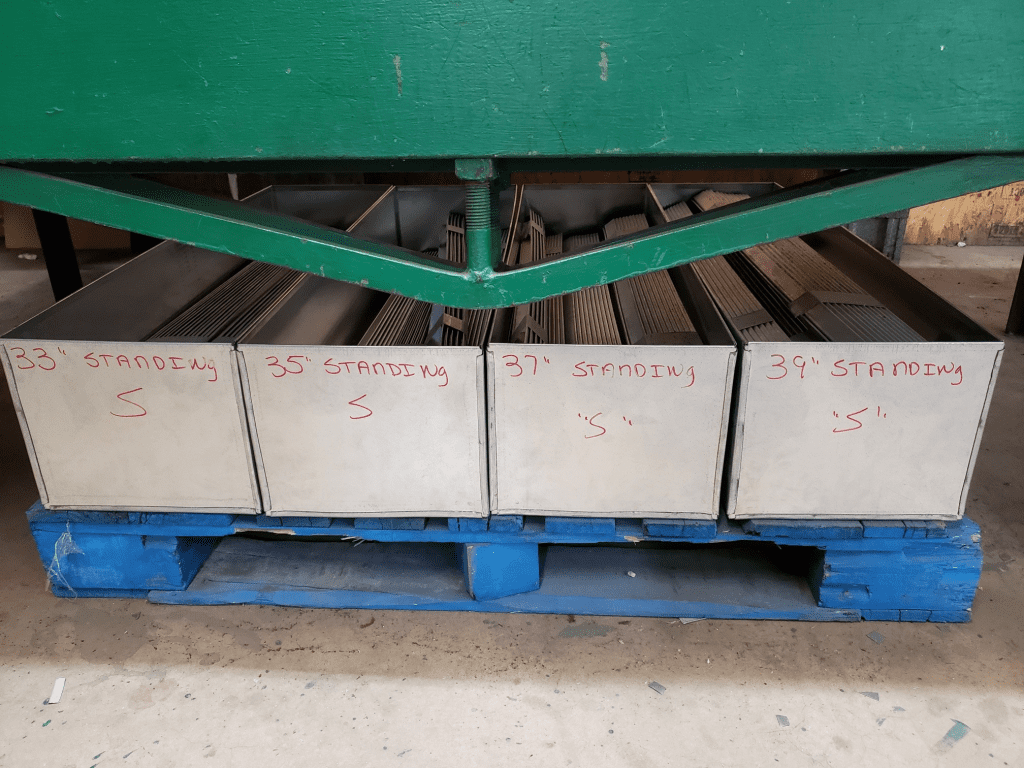
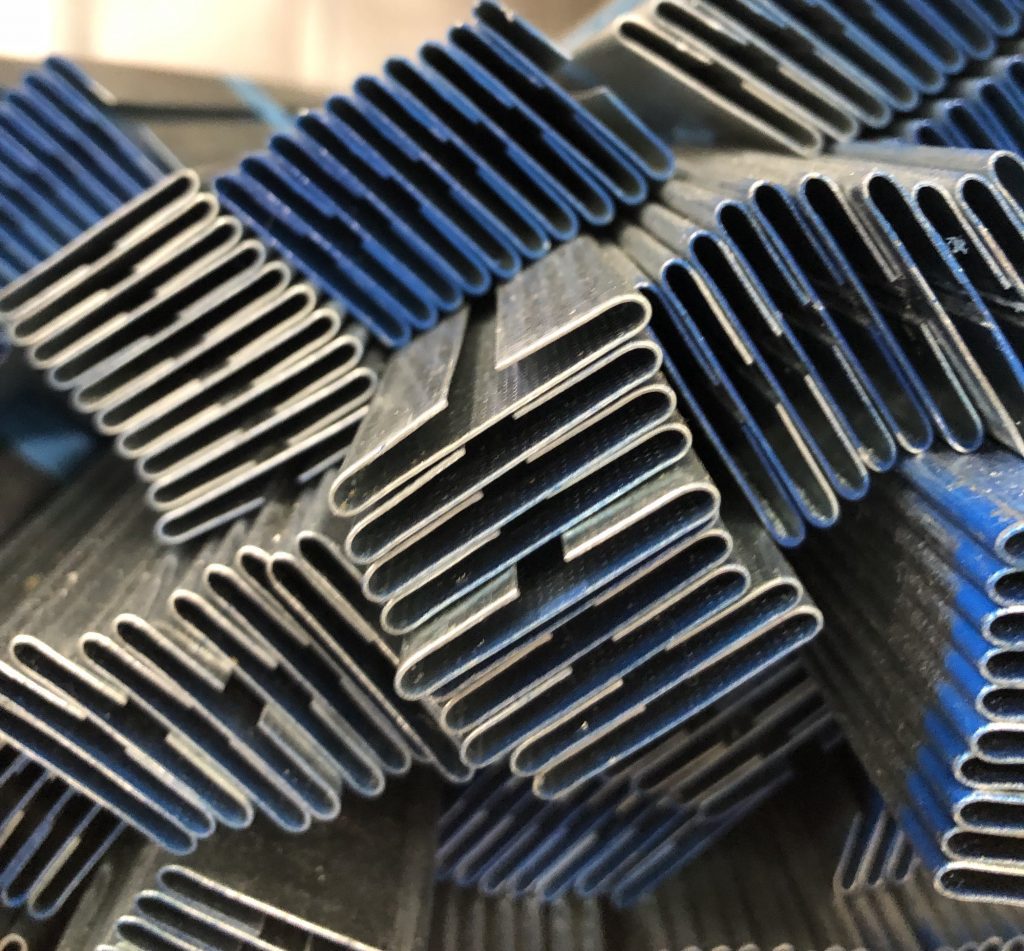
Rectangular Duct consists of two short dimensions and two longer dimensions. The longer two dimensions are horizontal, the shorter two are vertical . This is a result of the need to account for the ceiling height without downsizing the duct size. When a shop says that they move from Slip and Drive to TDC at 24” ,they are referring to the two horizontal dimensions – the Flat S . Once over 24” on the “S” dimension, the shop has two options: jump to Standing S Lock and use it all the way to 30” or switch over the TDC or Ductmate. While it has similar roll forming requirements like being always on an inboard roll set, The Standing S Cleat is not formed on the same machine that the Flat S is formed; it requires a min 10 roll stations. The cost is significantly more than the Flat S cleat roll former and there’s no option of a cutter to use up drop. That means the shop has to take prime, cut it 6.125” wide x 10 ft and feed it in machine. Many shops just “buy out” the Standing S Lock for this reason.

That said, if a shop has a Standing S Cleat rollformer, they utilize it the same way as their Flat S.
Of course in many shops, especially ones with a Full Wrap coil line and 5 x 20 ft Plasma Systems, Waste has been reduced to a bare minimum and they don’t want their staff spending all day cutting out of Prime to get material for their Flat S and Drives then bundling for the field. Many larger shops “buy out” the Flat S and Drive for this reason.

What determines when a shop jumps from S and Drive Duct to TDC or Ductmate?
SMACNA’s indicates that 24” x 18” is the maximum size of Flat S and (Flat) Drives before a 4 Bolt connection (and 30” x 18” when “reinforced S “ or “Standing S” is used in place of Flat S)


When it comes to the shorter side- the Drive Cleat – SMACNA requires a jump to TDC or Ductmate at 20″ unless the Drive is Reinforced . Yes, there are Standing Drives available , just not as commonly seen as Standing S Lock. From a Fab Shop’s perspective this Reinforced Drive cleats would extend the use of S and Drive beyond 18”
Why S and Drive over TDC on these larger sizes?
It depends on the Job- if it’s Low Pressure (1” Water Gauge) , S and Drive are the norm and when used in conjunction with Snaplock on the Longitudinal, they nest ability means less trips to Job site.
Why it will vary depending on what type of contractor you ask.
A Duct Fabricator (build only) is going to be a lot more vested in S and Drive than a Sheet Metal Contractor (build and install) or a Mechanical (install) and it also depends on whether the Jobsite Installers are more adept with a Tinners Hammer or and Impact Driver and Ratchet, and whether it’s easier to connect Flanged Frames (Ductmate and TDC/F). But, In the Southeast , School construction is still as strong as ever and from the Fabrication side, very competitive on the bid side.95% of School Jobs are low pressure, water source heat pumps, But they have these big Energy Recovery systems where you end up with larger duct, 36” x 22” for example. At 32” x 20” you’re done- gotta go to Ductmate or TDC UNLESS, you use Reinforced Drive Cleat, also referred “Standing Drives”. Standing Drives would allow a shop to extend the “short” 2 sides of the Duct from 18” up to 24”. Standing Drives might be an unfamiliar name to many-it’s an older profile formed on some older Lockfomer 10 station Standing S Cleat machines, used more frequently before the advent of TDC and TDF Machines. And It looks as you’d expect it to look: like a Drive Cleat with a pronounced reinforcement leg up.

Jobs in which requirement is a 1” or 2” Pressure Class, Reinforced Drive cleats would extend the S and Drive duct instead of TDC and put the Duct Fabricator in a better position to get lower on the Material and Fab for the Bid. From the perspective of the Up Front costs, S and Drive straight duct is going to mean a lower price. Both on the Fabrication in not having to assemble Straight duct sections and most certainly in the transport as it’s logical that more Nested Duct is going to fit on a trailer than if it’s Full Wrap.


Notes: 24” x 18” is the maximum size of Flat S and (Flat) Drives before a 4 Bolt connection (and 30” x 18” when “reinforced S “ or “Standing S” is used in place of Flat S ) Anything over 24” on the S dimensions, the shop makes Standing S instead of Flat S