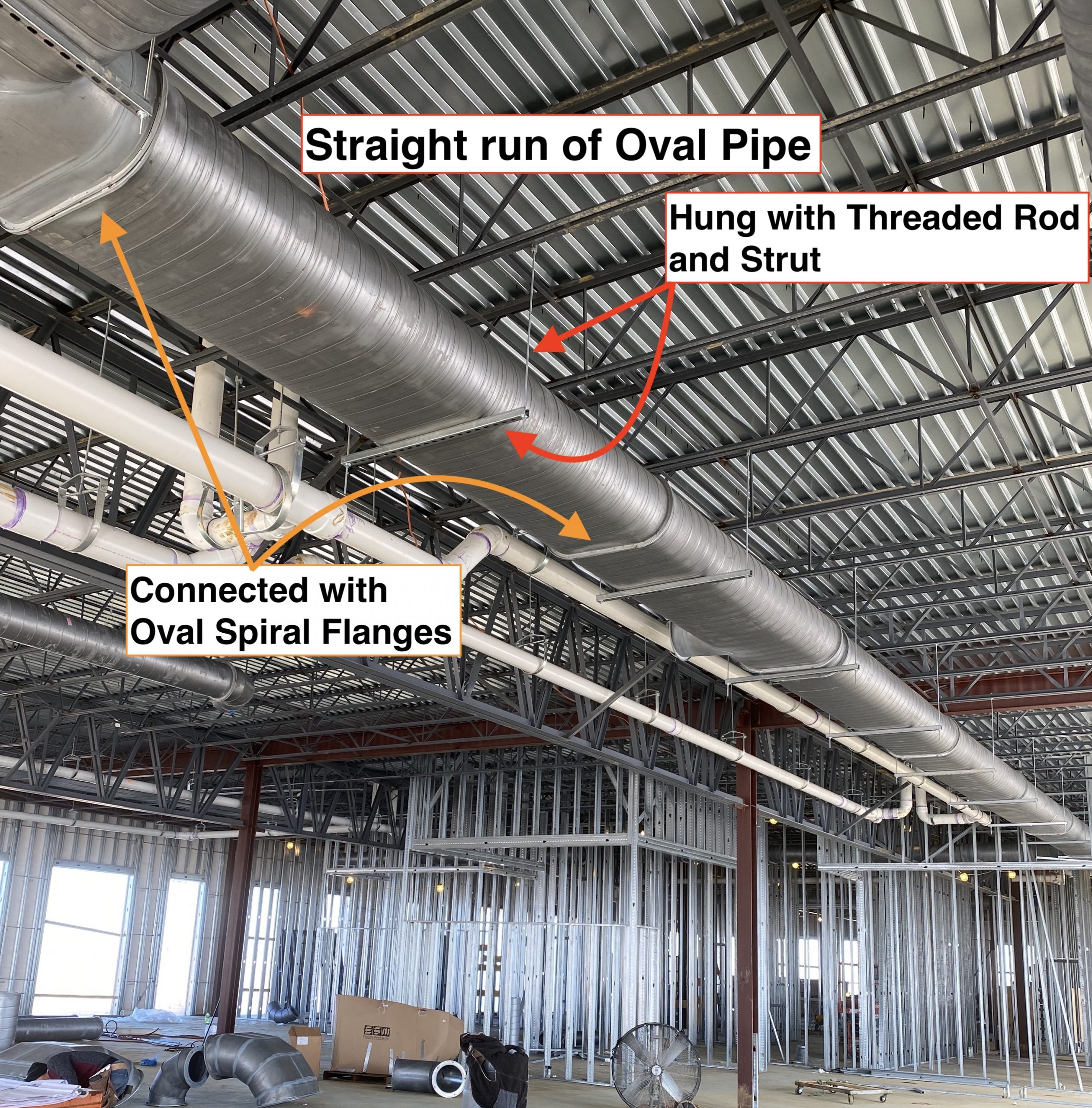
The choice of Oval by engineers is driven by ceiling height factors on jobs that would otherwise be round Spiral. By taking Round Spiral and pushing/pulling it into an Oval shape, the engineer can get that same round diameter in an equivalent Oval shape and avoid ceiling height restrictions that the round pipe would encounter. We’re seeing it more and more as engineers try to “fit more into less”… the “cost of real estate” some like to say. But, when you see oval on a drawing you know it’s also going have a lot of spiral because as soon as you can go to round, it’s going to go to round.
Oval Duct—The Basics and it’s versatility:
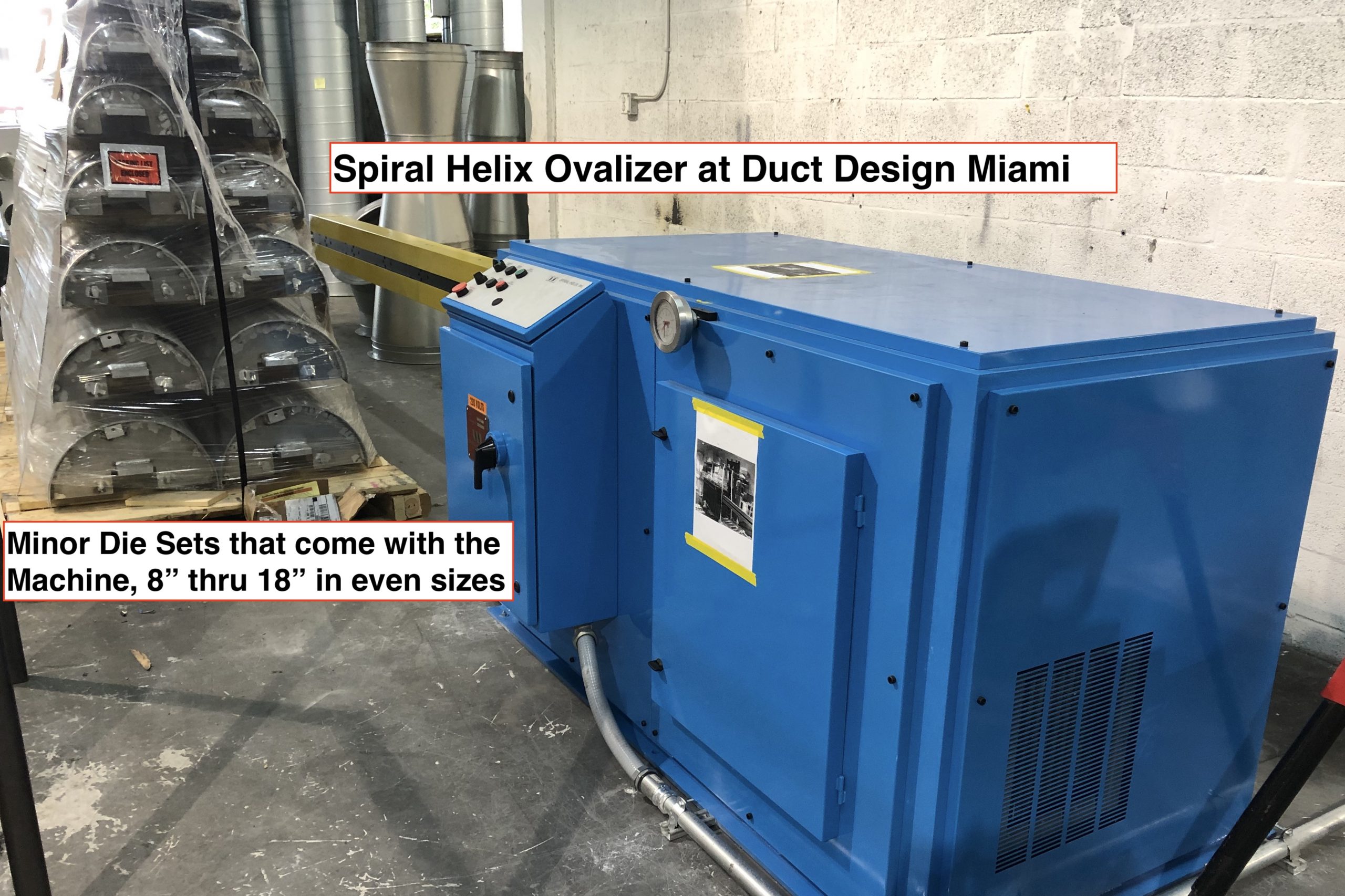
Just like Rectangular Duct, Oval Duct has two dimensions, the short side and the long side. In Oval these are called the minor and major axis. The minor axis is the axis of importance. It’s typically a “do not exceed” dimension. Because of this, the oval dimension’s really only critical for the minor axis. No one cares what the major axis is, they’re only worried about the minor—the ceiling height. An Ovalizer gives the shop that ability to stretch the major to fit the dies they have for the minor dies of 8” through 18” that come with the machine and reach a desired equivalent. It’s basically about increasing the major and decreasing the minor.

If, for example, an engineer has a drawing with 20 x 40 duct, the shop might instead ask to make 18 x 42 instead since 18″ is one of the standard Minor Axis dies on the machine. The shop simply stretches the major by the equivalent round to fit the dies they have for the minor, and in doing so provides pipe sizing with same performance characteristics as the original sized duct request. This means that in Oval pipe, one round tube could be equivalent to about eight different oval sizes. For example, if you have 6” x 20” oval, that would have the same performance as an 8” x 18” oval which would be same performance as a 10” x 14”.
How is this stretching of the two horizontal (major axis) dimensions done on the Ovalizer?
The machine itself works like a boom with wedges in between them-one pulling and one pushing. There’s a hydraulic cylinder that brings those two wedges together and and forces the booms apart, up and down. On top of those booms, on the very ends, are the the radius dies. They look like 180-degree half pipes, about 10 ft long and those are going to sit on “spacers”. Depending on what the major axis is that you’re trying to get to, you’ll have different spacers. That in conjunction with the amount of stroke (depth of stroke) on the boom, produces the major axis dimension.
How far could you stretch the Major Axis? 106”
Could a shop order larger minor axis dies? Yes. All the way to 36″ on the minor dies but 90% of jobs will fit within the 8″ thru 18″ standard minor dies. After all, the minor is what drives the spec. Most times when the minor dimensions exceed 30”, the plans just go to rectangular or even double runs of round at that size.
What’s involved in making those Minor Axis Dies to make them so expensive? At Spiral Helix a tremendous amount of welding goes into these ribs, and welding aluminum is very tedious. Besides being very mindful of the heat, it has to set out for annealing halfway through, otherwise it’s subject to fracturing.
Why are the minor axis dies made out of aluminum? Even though it seems other forms of steel would be cheaper, stronger, and easier to weld, the answer is weight. Aluminum is more expensive and harder to work with but to make the dies steel would be too heavy and break the boom.

And Finally, What about the Fittings?

For the most part an oval project does not have a lot of fittings to it. You don’t see as many elbows or wide branches or fittings, difficult things like you would see in the round areas. Most shops use saddle taps when it comes to oval just like you would off the side off a rectangular rather than a full-body barrel T. The oval fitting market is not as robust as say, the oval straight duct. That’s why, when you look at a run of Oval Spiral Pipe, it transitions to Round just as quickly as possible.
How do you make Fittings for Oval Spiral?
There IS a machine that compliments the Ovalizer much like a Gorelocker compliments the round Spiral tubeformer: it’s called a Roval Roller.

It’s not a requirement to have a Roval Roller if you have an Ovalizer, but it will makes the fabrication of Oval Fittings much more efficient because you can reduce the two longitudinal seams to weld from two to one.
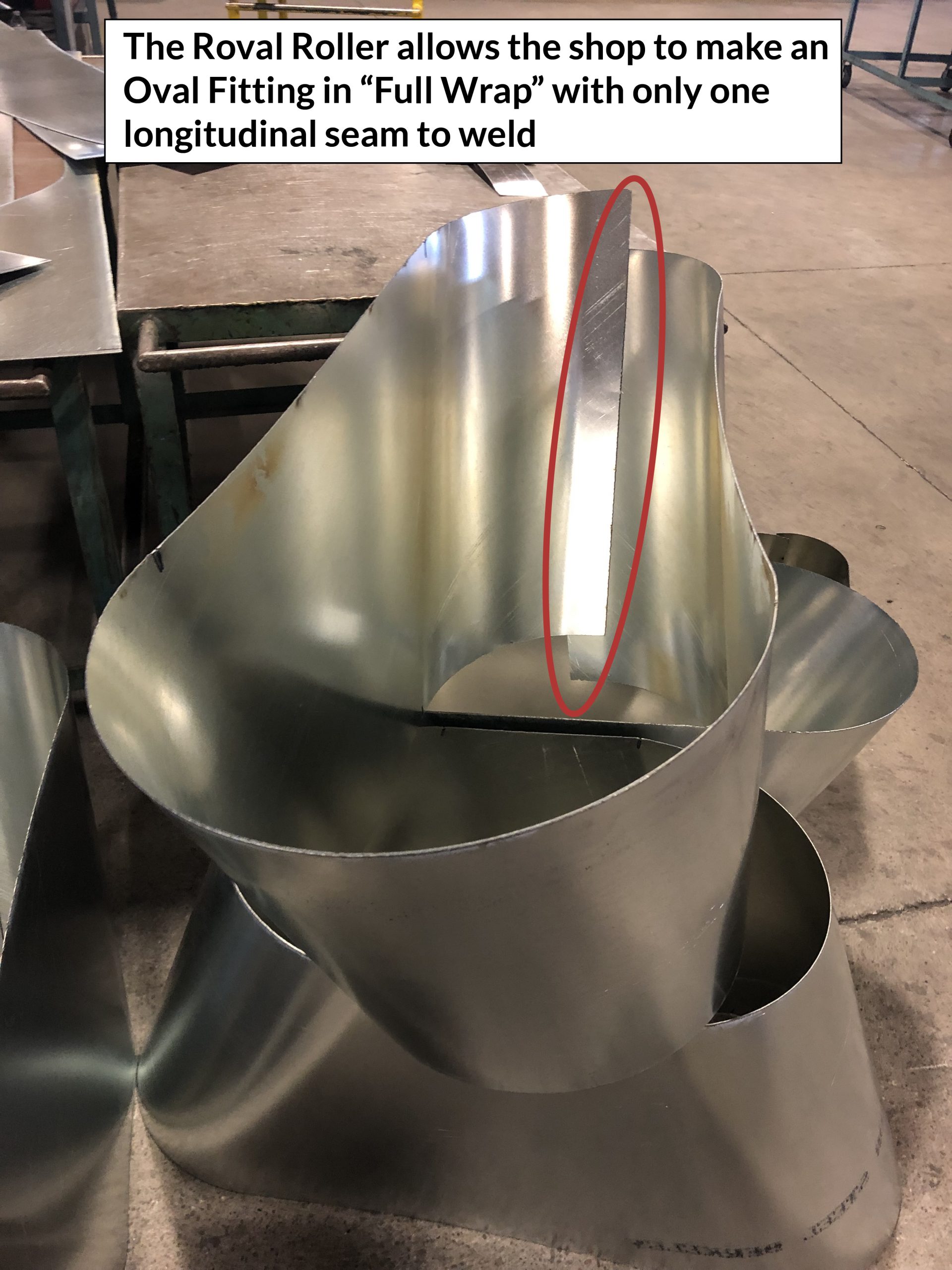
Without a Roval Roller shops use an Initial Pinch Power Roller and make their fittings similarly to the way 2 piece duct is made, but the problem is there are two seams to weld. Plus, It’s not as easy to stop and start those power rollers at the 180-degree turn where the straight tangent comes into play (from the flat to the radius part).

So that’s the benefit of the Roval Roller: Your fittings have just one longitude, no seam. Otherwise you’re essentially making a profile that looks like a J, then inverting the other one and then welding the two seams.
It’s very much like a shop would connect 2 L sections of Knocked Down Pittsburgh Rectangular Duct, except that they are welding the two seams instead of using a Lockforming method.