V Notch and Corner Notch: their role in the Rectangular Duct Fabrication processes
![]()
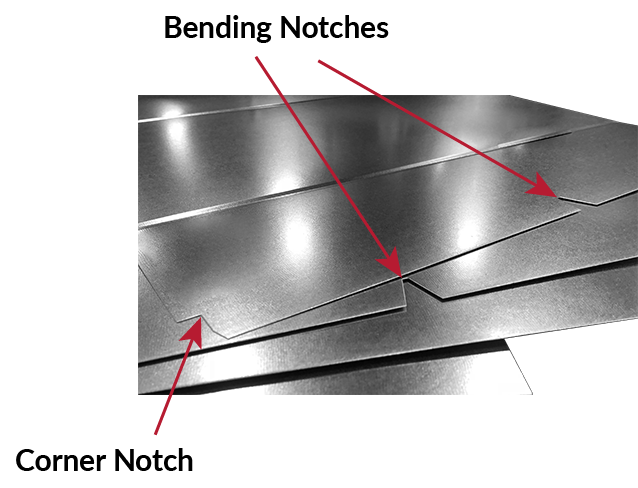
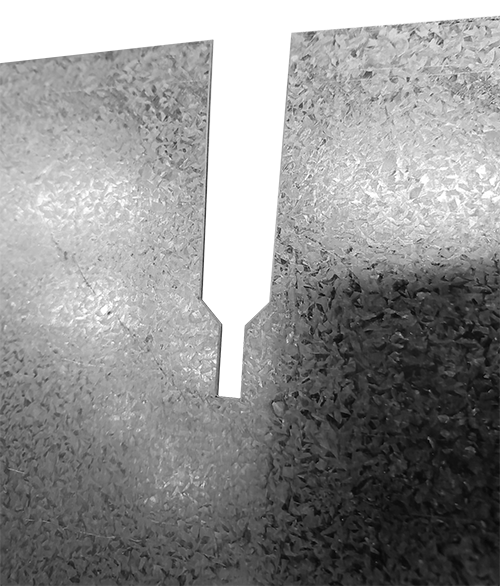
V Notch: Bending Points
How do you bend a flat sheet of metal into a rectangle or L section if there is a profile rollformed on the two vertical edges of the Blank as it approaches the Braking Station?
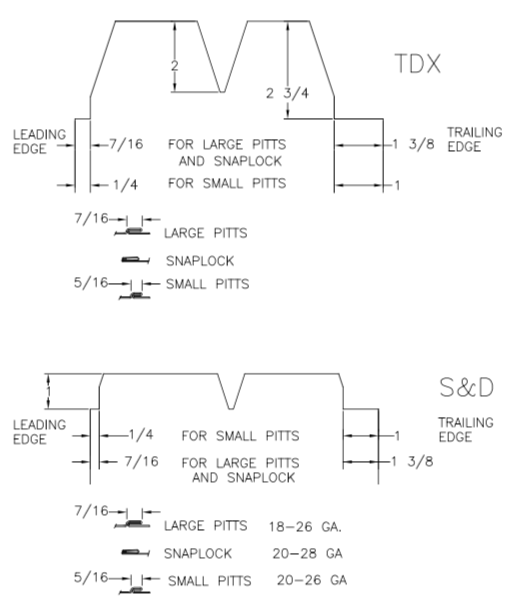
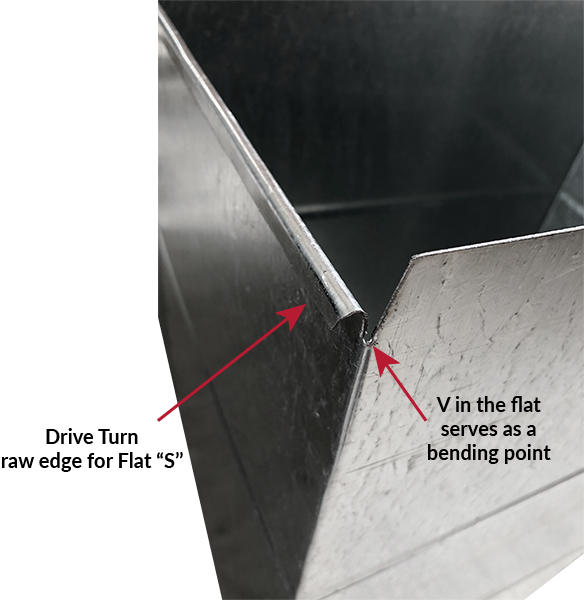
Slip and Drive duct:
Uses 1” deep V Notch to remove the drive turn hem from interfering during the bending
Slip and Drive duct requires the Notches because, even though two of the four sides of the edge are raw and elevated for the Flat S lock, the other two sides have edges with a 180 degree open hem for the drive cleat. The Notching for Slip and Drive duct is a V notch with a 1″ depth and it occurs before the drive hem is turned

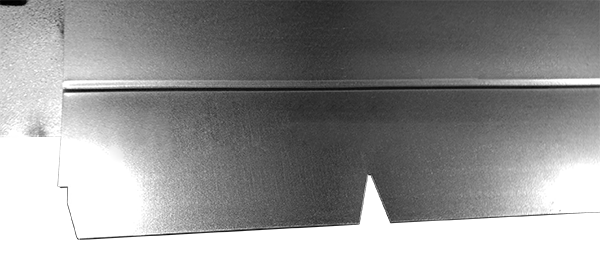
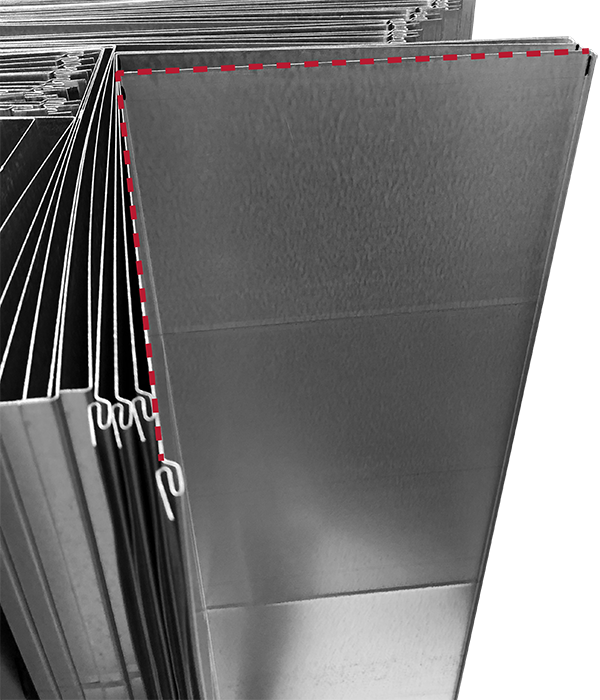
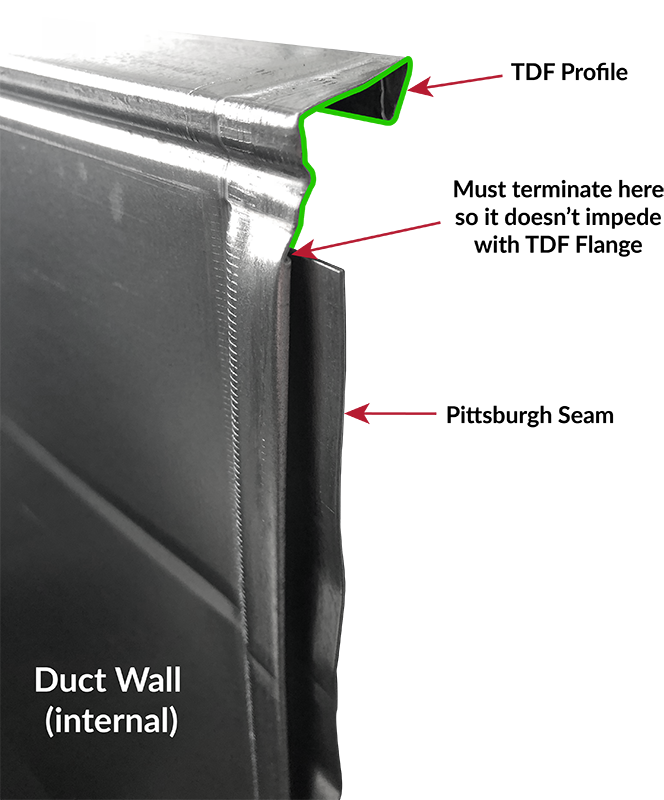
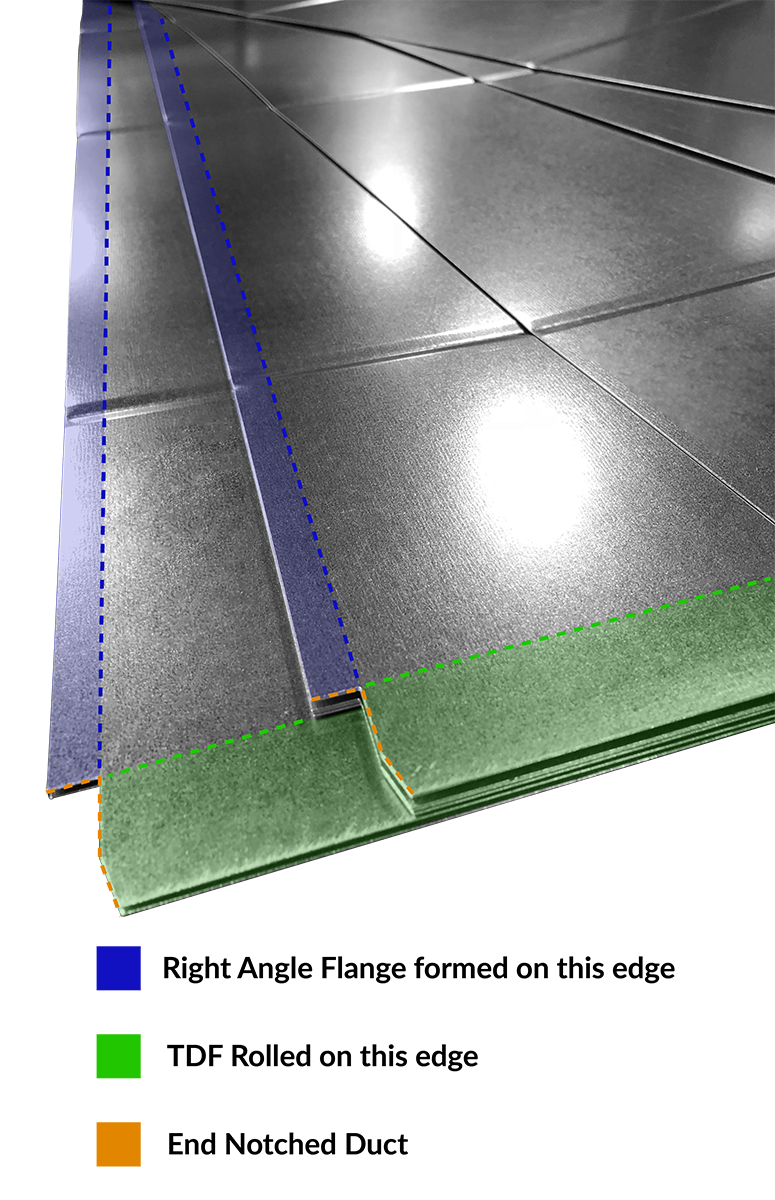
TDC or TDF duct:
2” deep notch is required to remove the Flanged edge from interfering during the bending. Lockformer uses a true 2-5/8” Slot Notch. Vicon offers the V Notch with a Slot at the bending point that they refer to as a Flute Notch; the depth is adjustable so it works on both Slip & Drive Duct and TDC Duct.
Vicon offers two variations of a V Notch for the bending points- one is a true V notch; the other is a V notch with a slot at the bending that they call a Flute Notch.
Ductmate:
No Notch is needed because there’s no rollformed profile on the bending points
Although a minimal notch may allow easier bend on heavier gauges, no Notch is needed when using Ductmate for the duct connection. Ductmate is an entirely separate product, it’s attached to the edge of the duct once the duct completes the bending process. And it’s put on, one separate flange for each side of the duct.


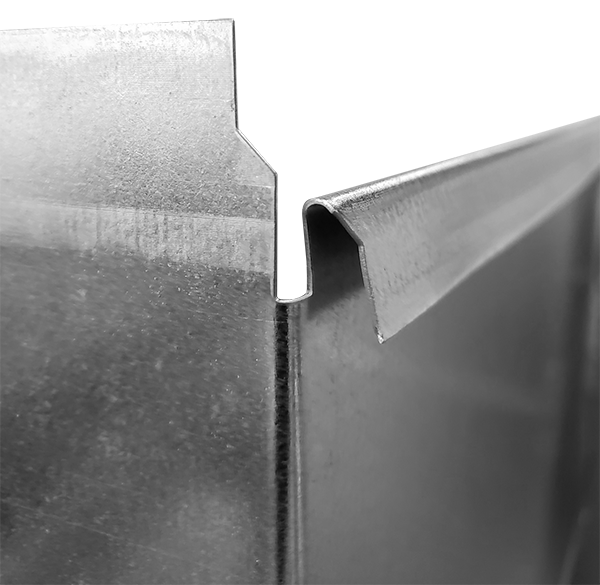
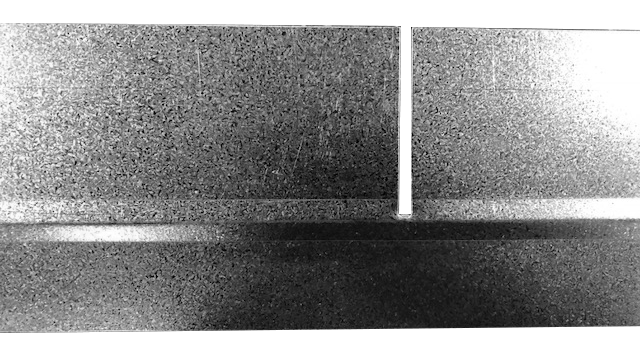
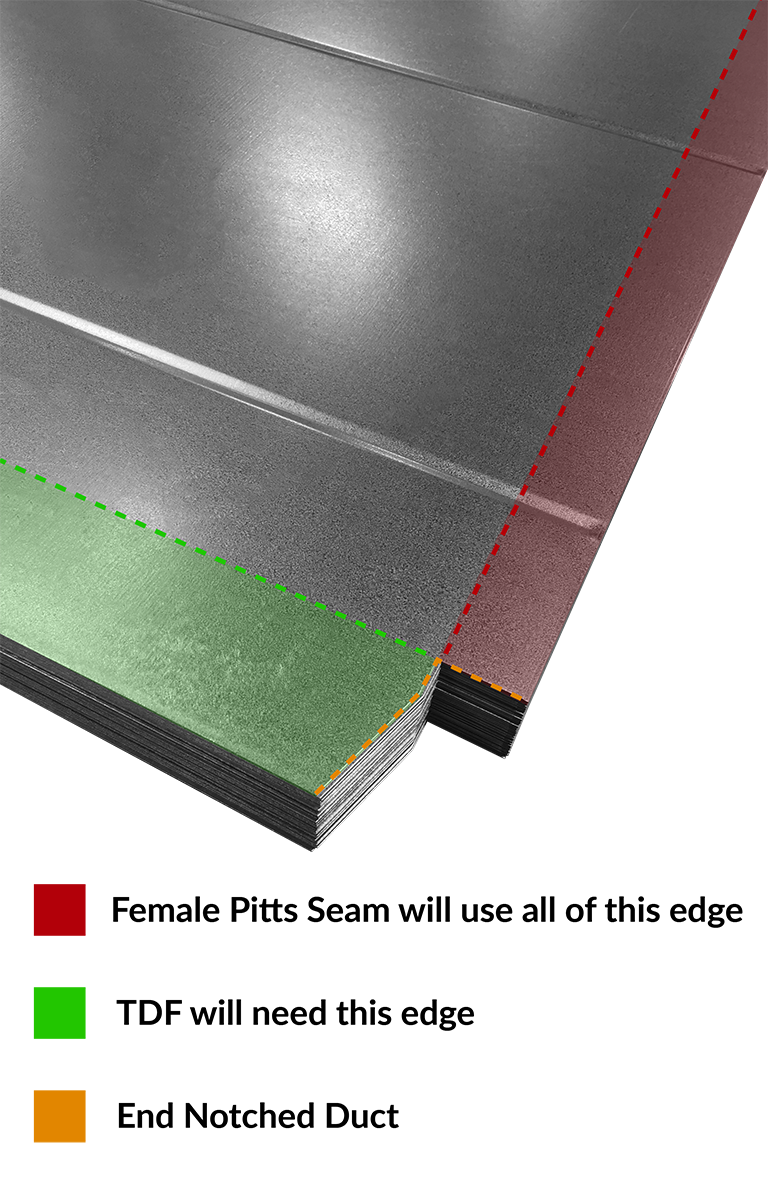
End Notches (also referred to as Corner Notch):


Once rollformed becomes…

Once rollfromed becomes…
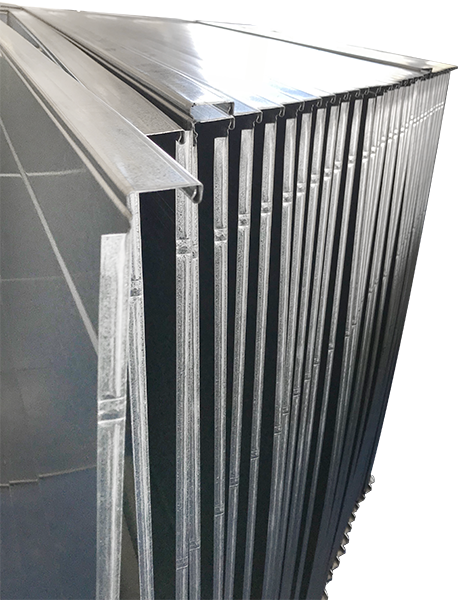

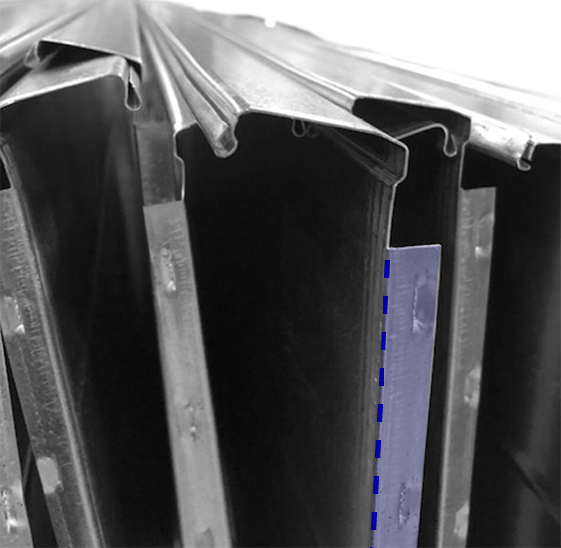
Once formed into Duct, the open spaces created by the bending Notches are filled by TDC/F Corners that serve as the means of connecting one duct section to another. The corners also fill that open space, finishing the Flange so it has a continuous run of metal on the end.
