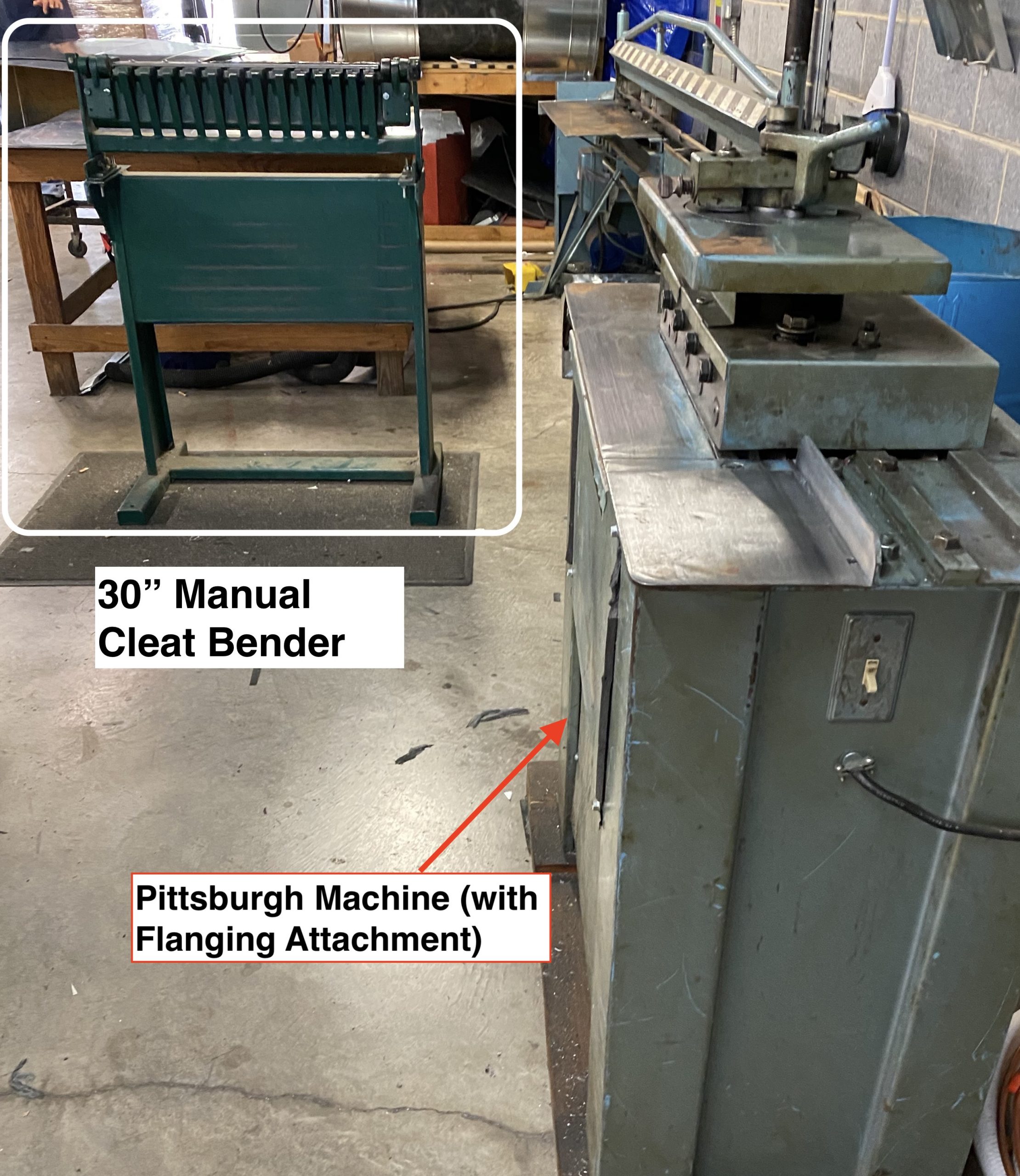
It’s a common source of confusion and it’s not just because they have similar names. These two machines look similar—two handles, close in size, and mount on a stand. Because each is an essential machine for Rectangular Duct Fabrication, every Sheet Metal shop making duct has one—and from a distance it’s easy to mistake one for the other. A way to keep track of them is by association with the one (and only one) profile they make.
The Cleat Bender turns a 180 degree bend outward (called a Drive) on the Transverse dimensions of Ductwork. (Transverse Joints connects one duct fitting or section to another)

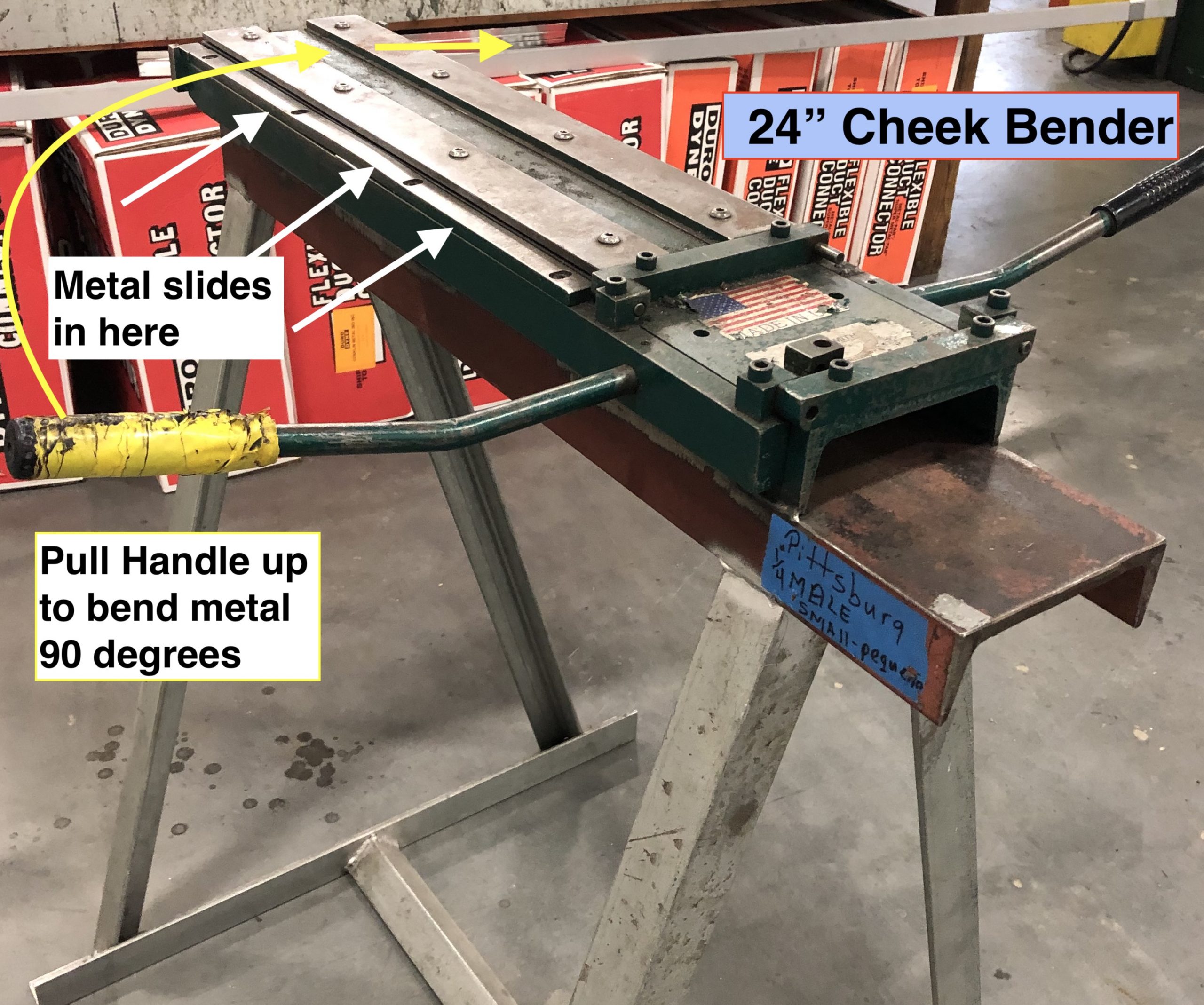
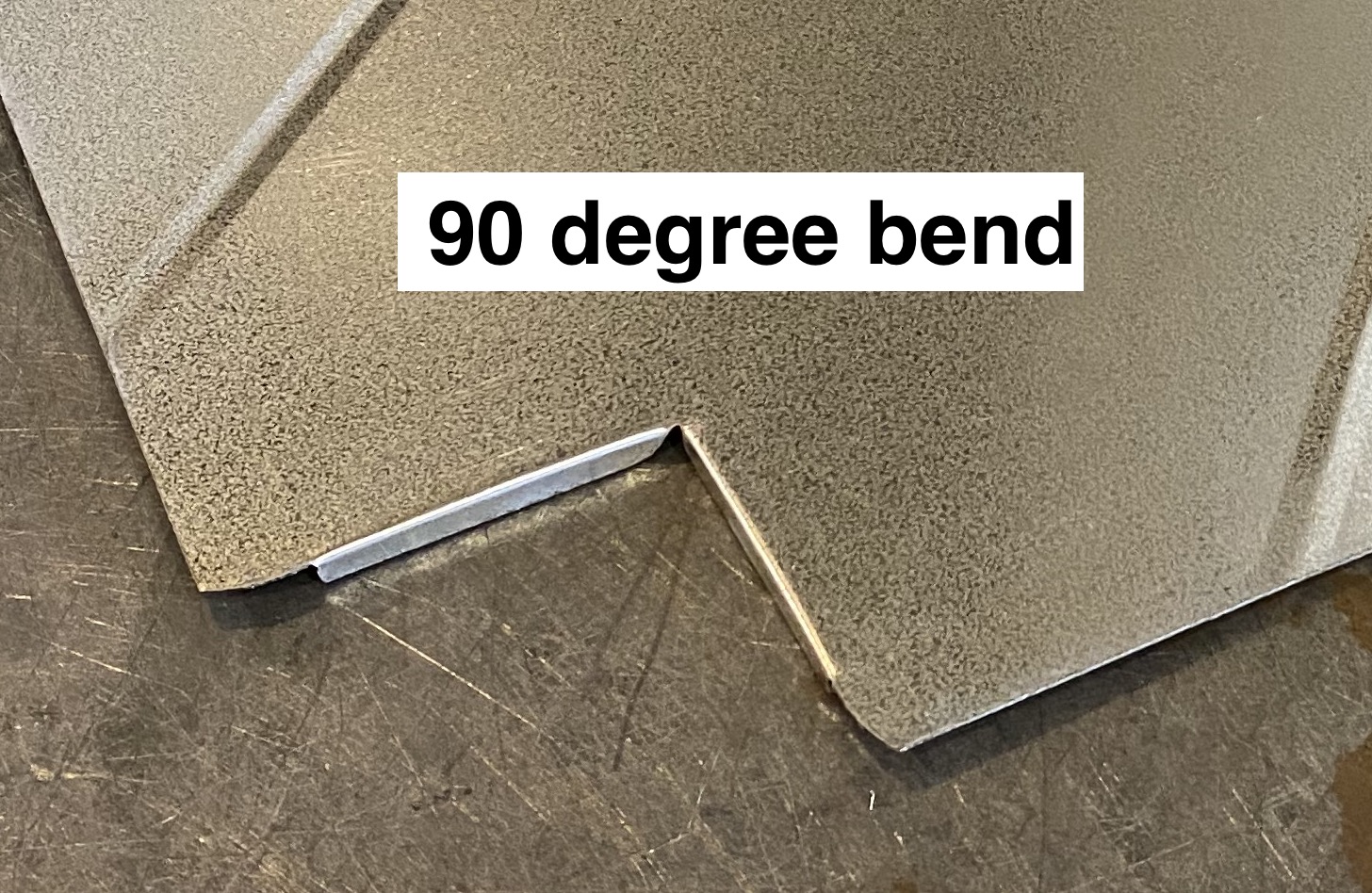
The Cheek Bender turns a 90 degree bend inward (called the Male Pittsburgh) on the Longitudinal dimensions of a square elbow or fitting. (Longitudinal seams are used to assemble four flat pcs into one)
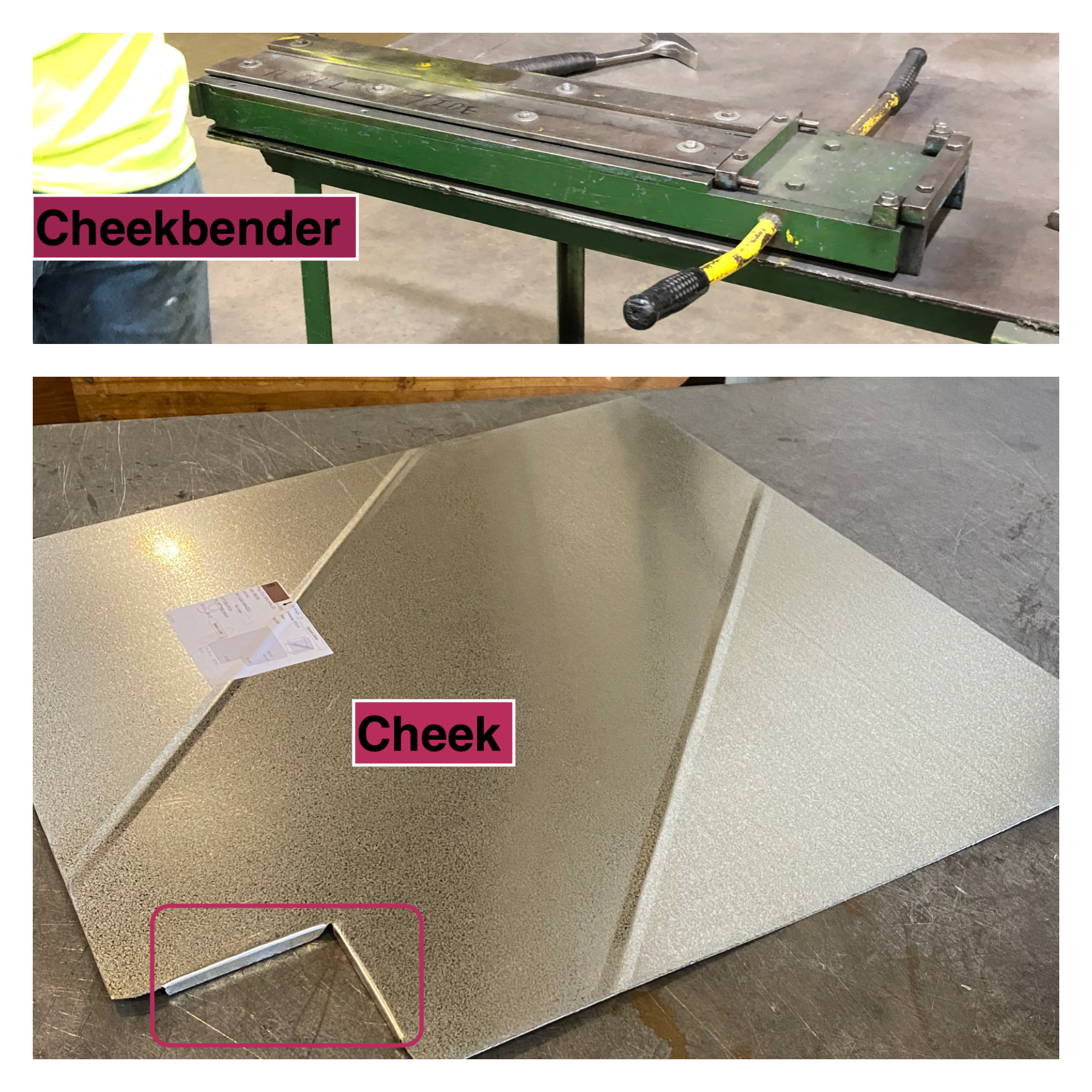
Cheekbenders:
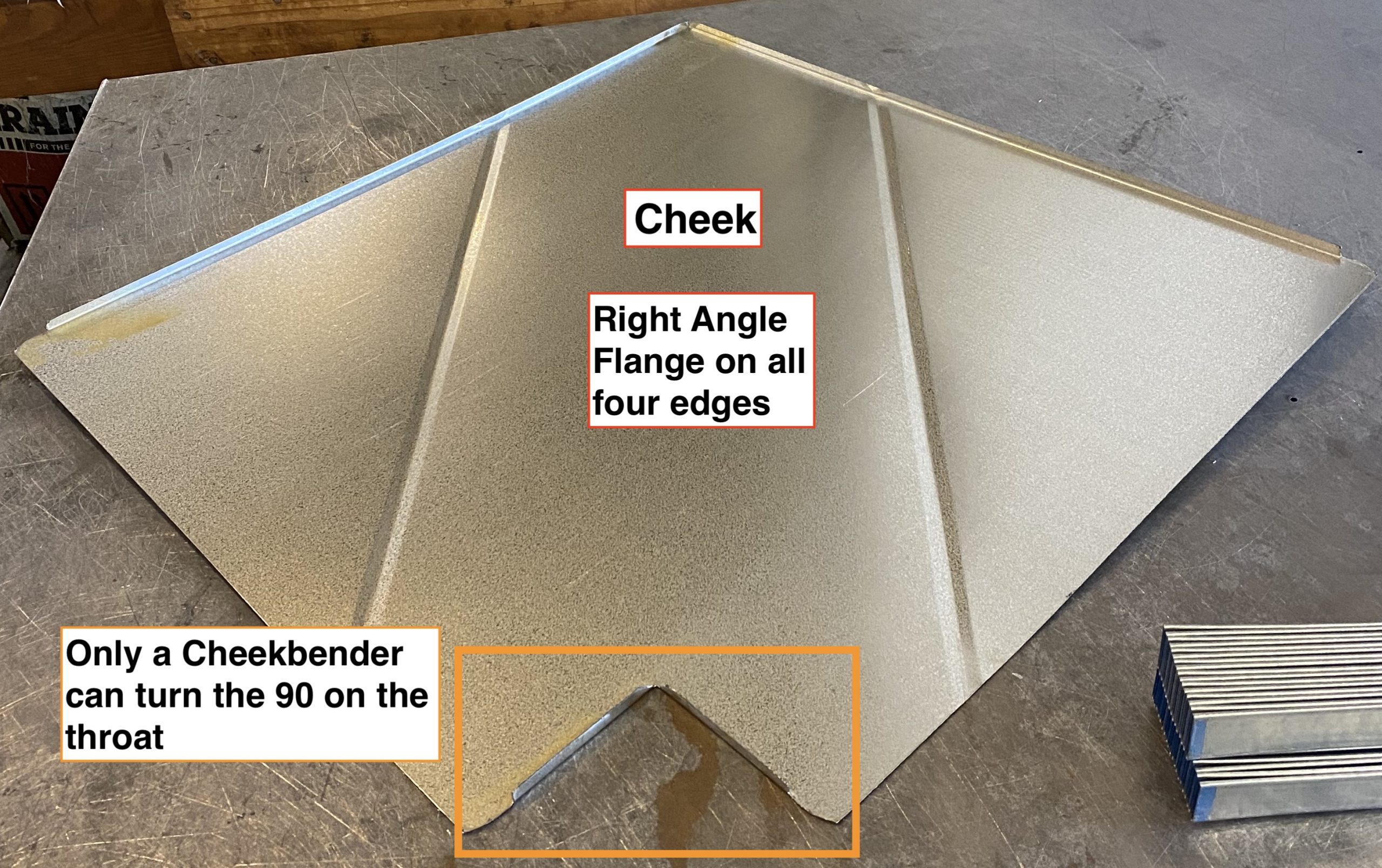
As the name suggests, it bends the Cheek. More specifically, it bends a 1/4″ 90 degree flange on a Square Cheek and It’s the only machine that does so on the throat of a square elbow.
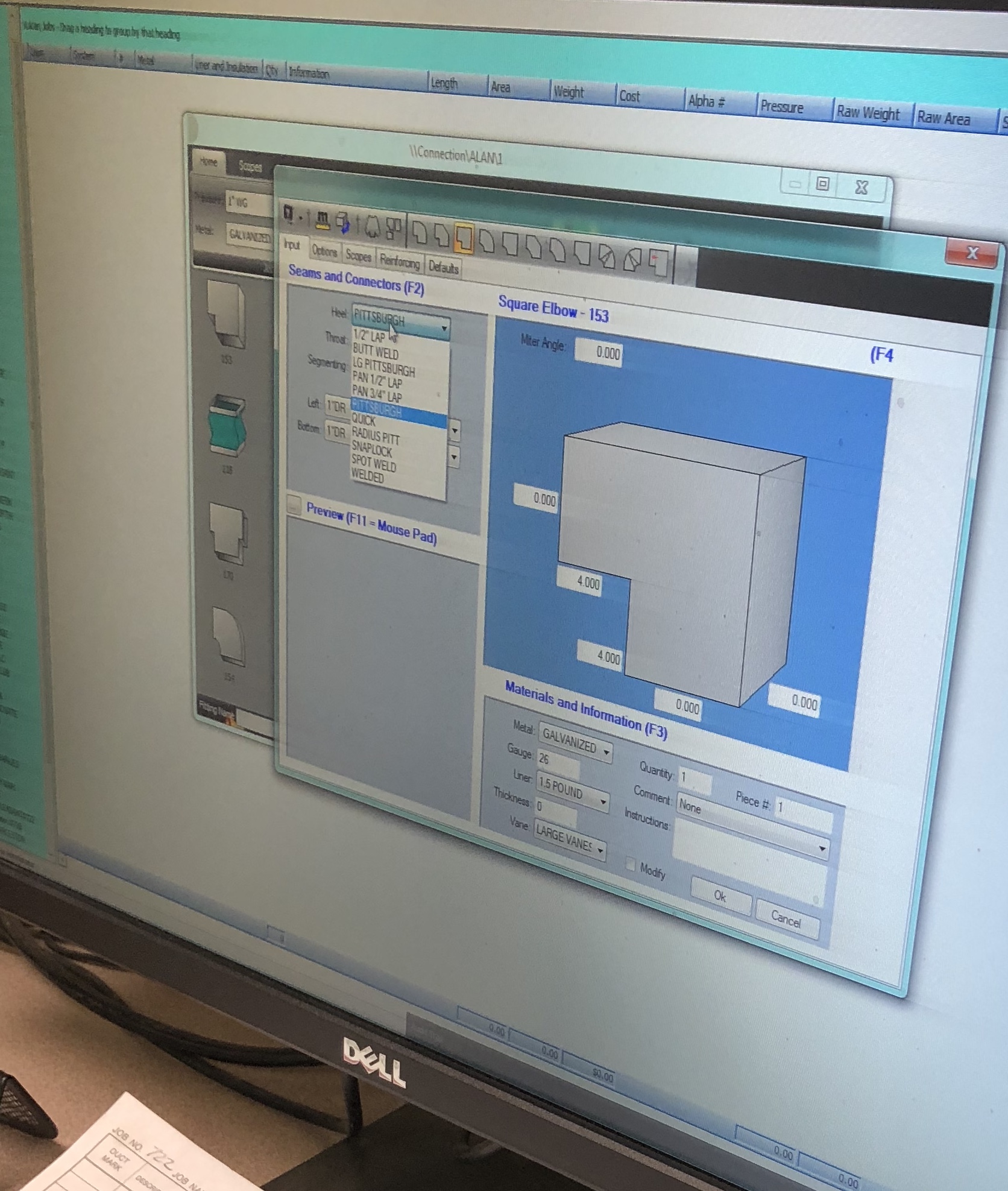
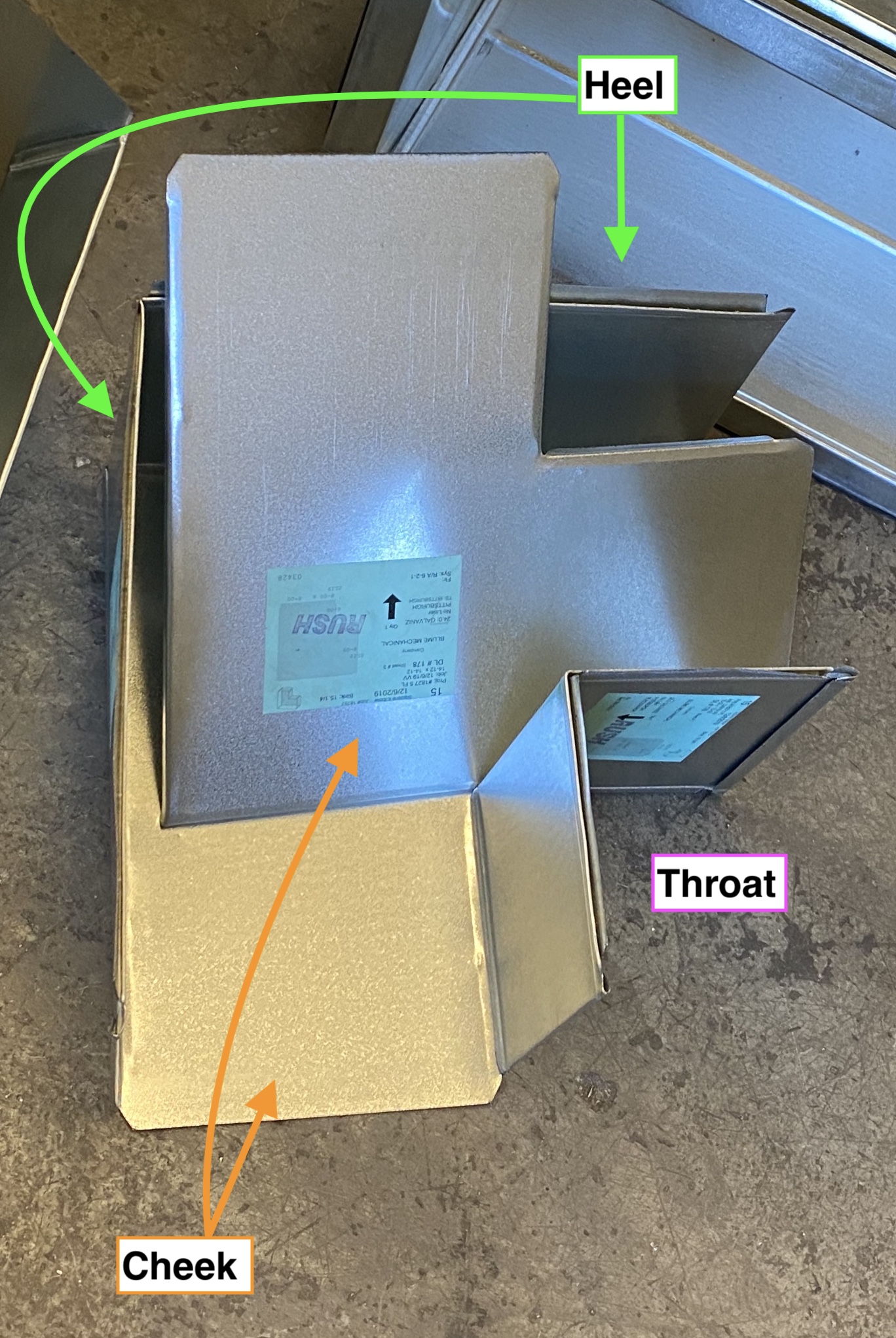
The Square Elbow (or square fitting) is made up of 4 separate pieces: Two Cheeks, One Heel and One Throat.
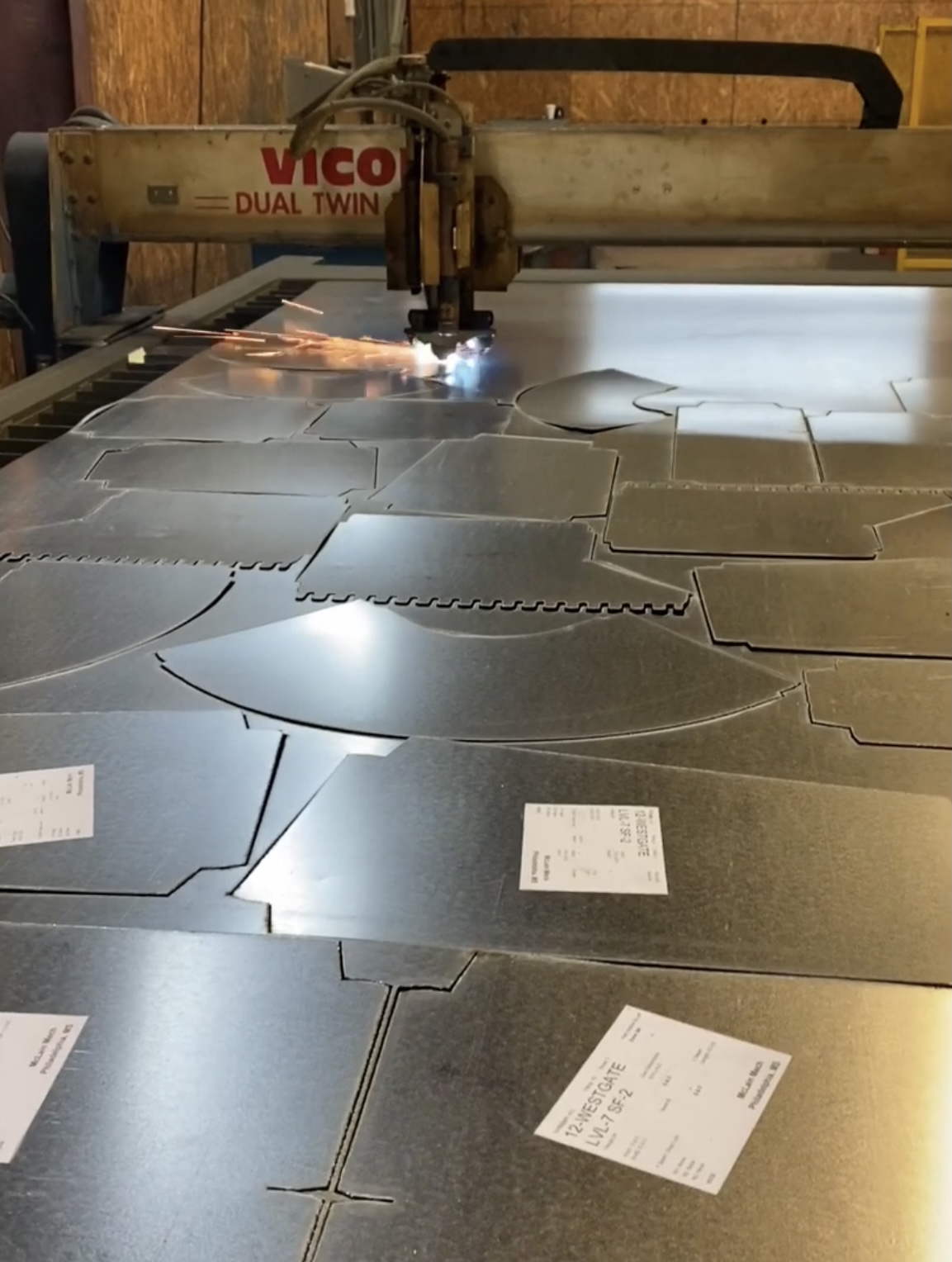
These originate from the Plasma Table as 4 separate flat pieces which the shop fabricates and assembles into one piece thru the Pittsburgh Lock. when assembled the Cheeks will be the two Sides of the Elbow.
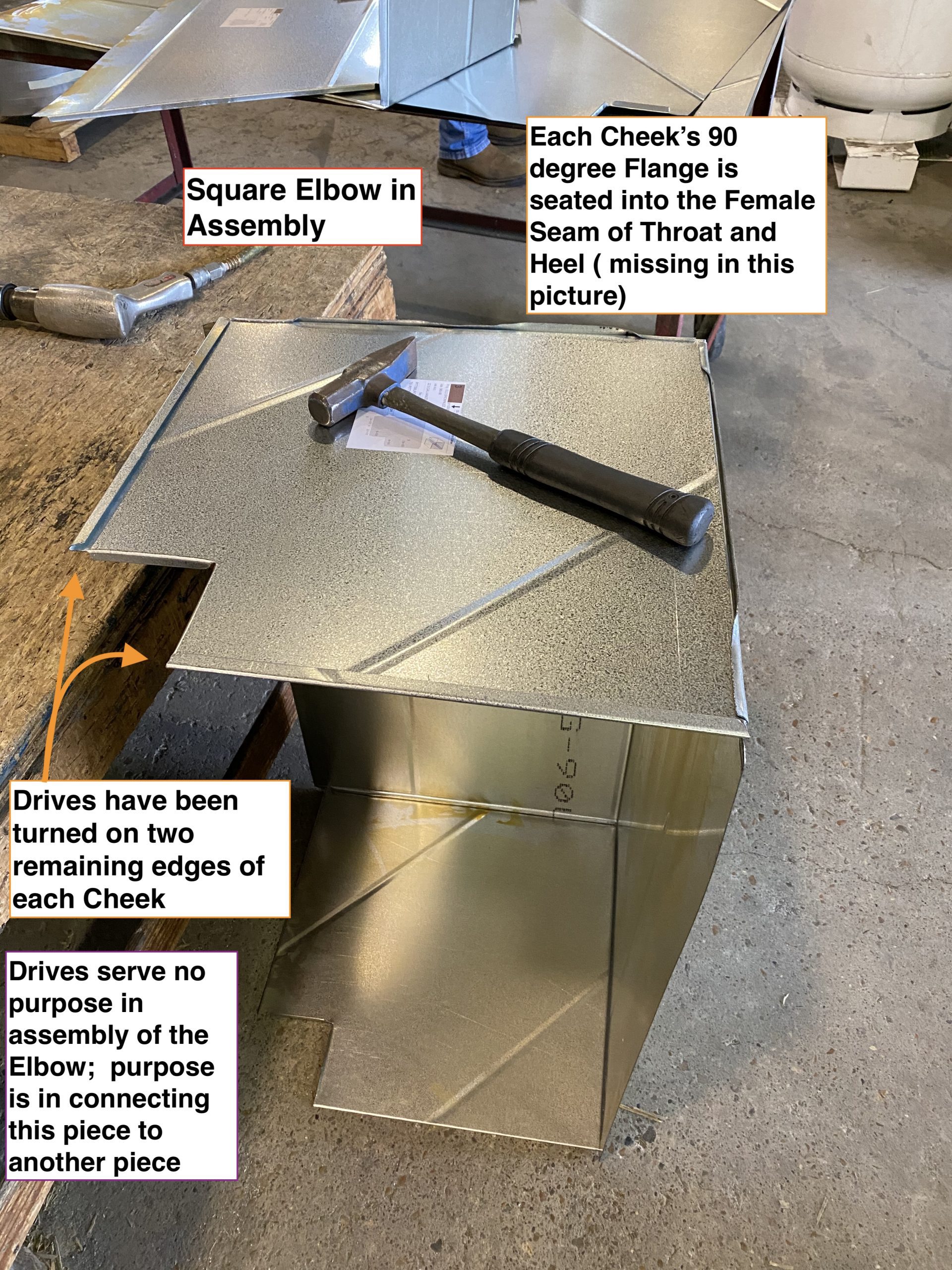
Cheeks start out as two flat pieces. Each Cheek actually has 6 dimensions. Using the Cheekbender, a 1/4″ 90 degree inside bend is made on 4 of the 6 dimensions with care not to bend the entire stretch. A small area is left flat so that the 90 degree bend doesn’t interfere with the transverse joint profile soon to be formed on the two remaining and raw dimensions.
The quality of the bend is important because if it’s not a true 90 or if the 1/4″ is inconsistent, it will be more difficult to seat in the female pocket. Once it’s seated in the female pocket, the remaining tail of the pocket is hammered over itself to form the Lock.
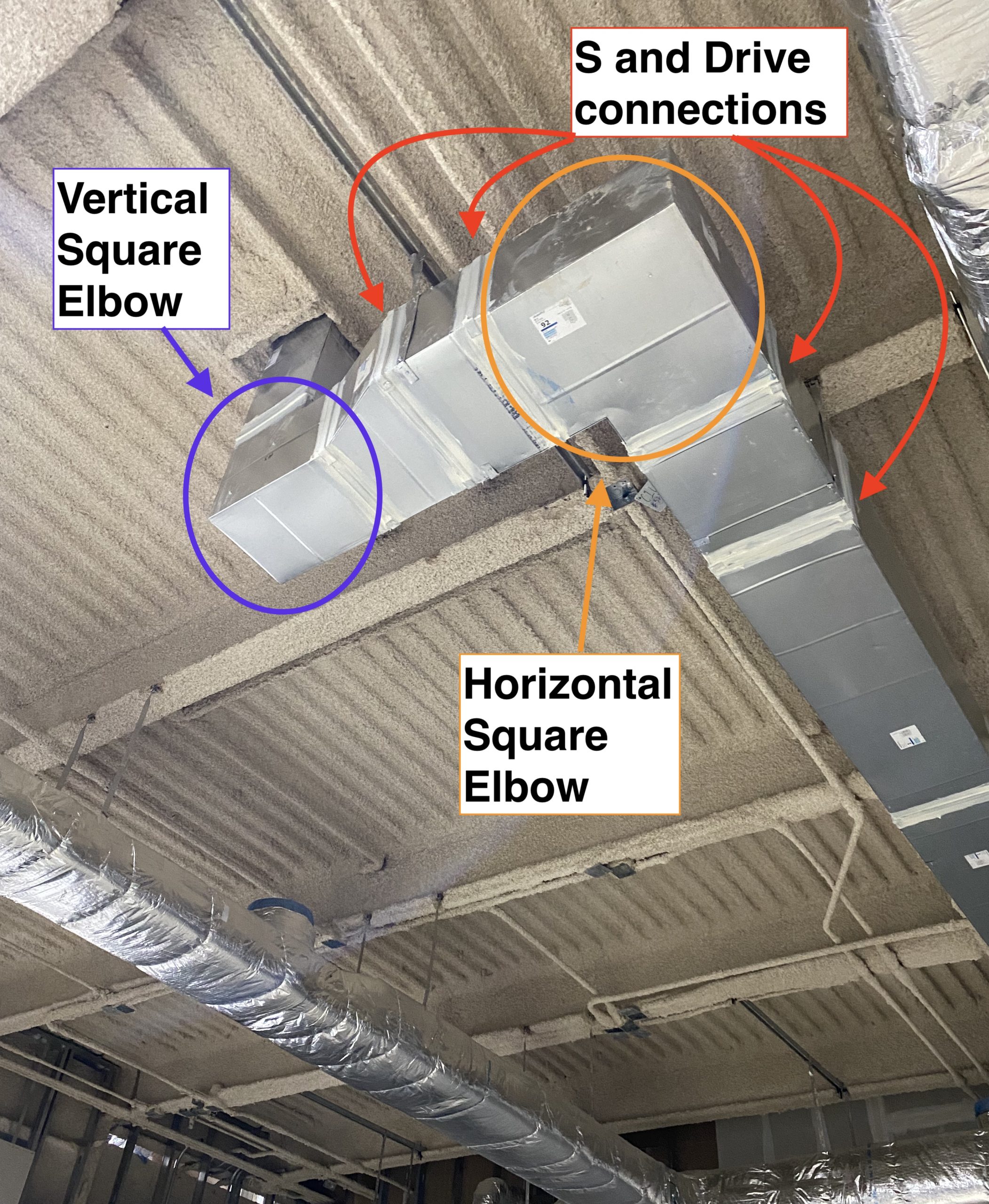
Cheekbenders and Cleatbenders often work together because many square elbows have S and Drive as the Transverse Joint connection. The Drive is turned while the Cheek is still a separate piece but after the Cheekbender has formed the Male Pittsburgh Flange.
Cleat Bender
Along with the Pittsburgh machine, the manual Cleatbender the most common machine in any duct shop because S and Drive is the most common Transverse Joint connection in Commercial HVAC Ductwork.
The name can be a little misleading however. The Cleatbender Turns the Drive for the Cleat which will later be hammered over the two mating drive turns, pulling them together.
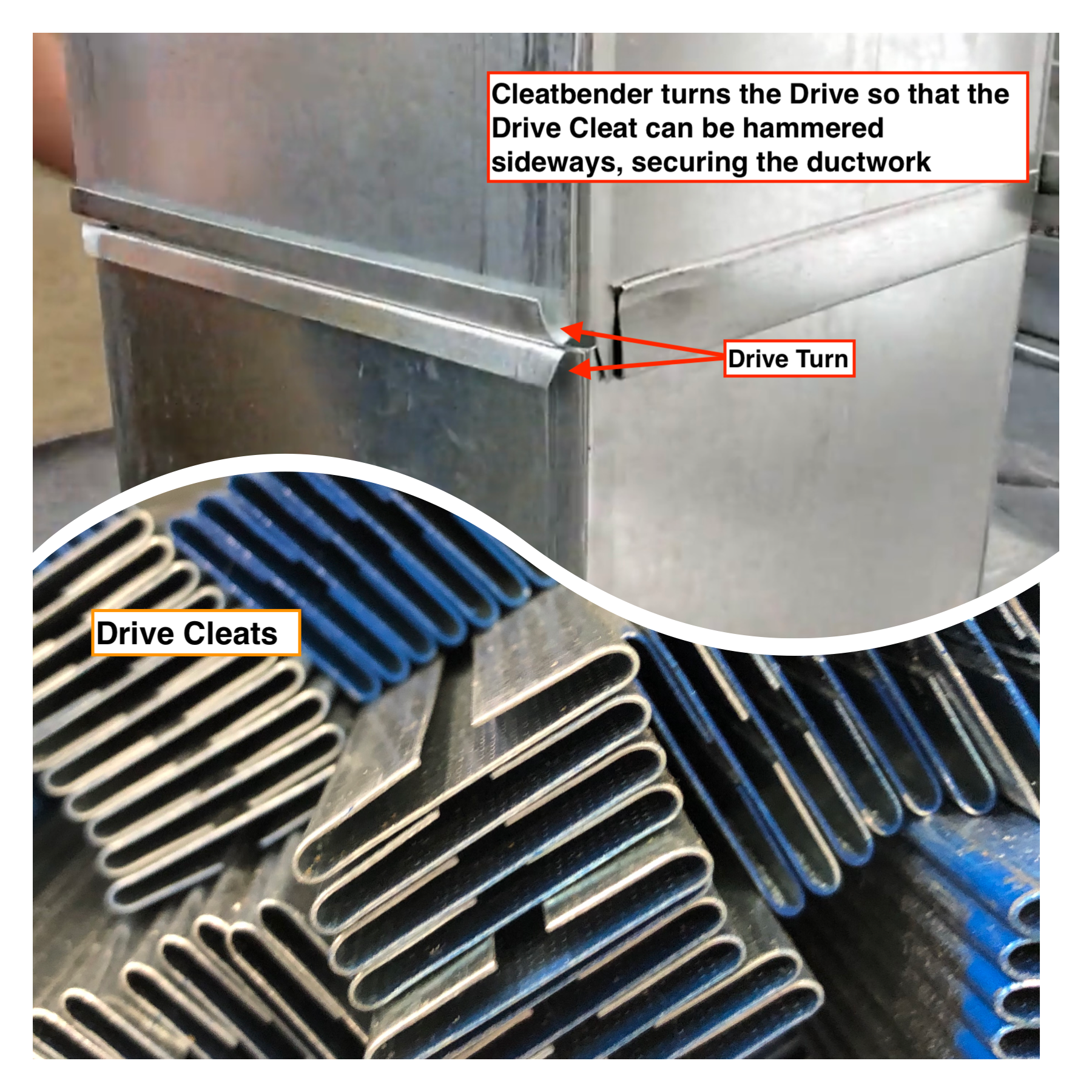
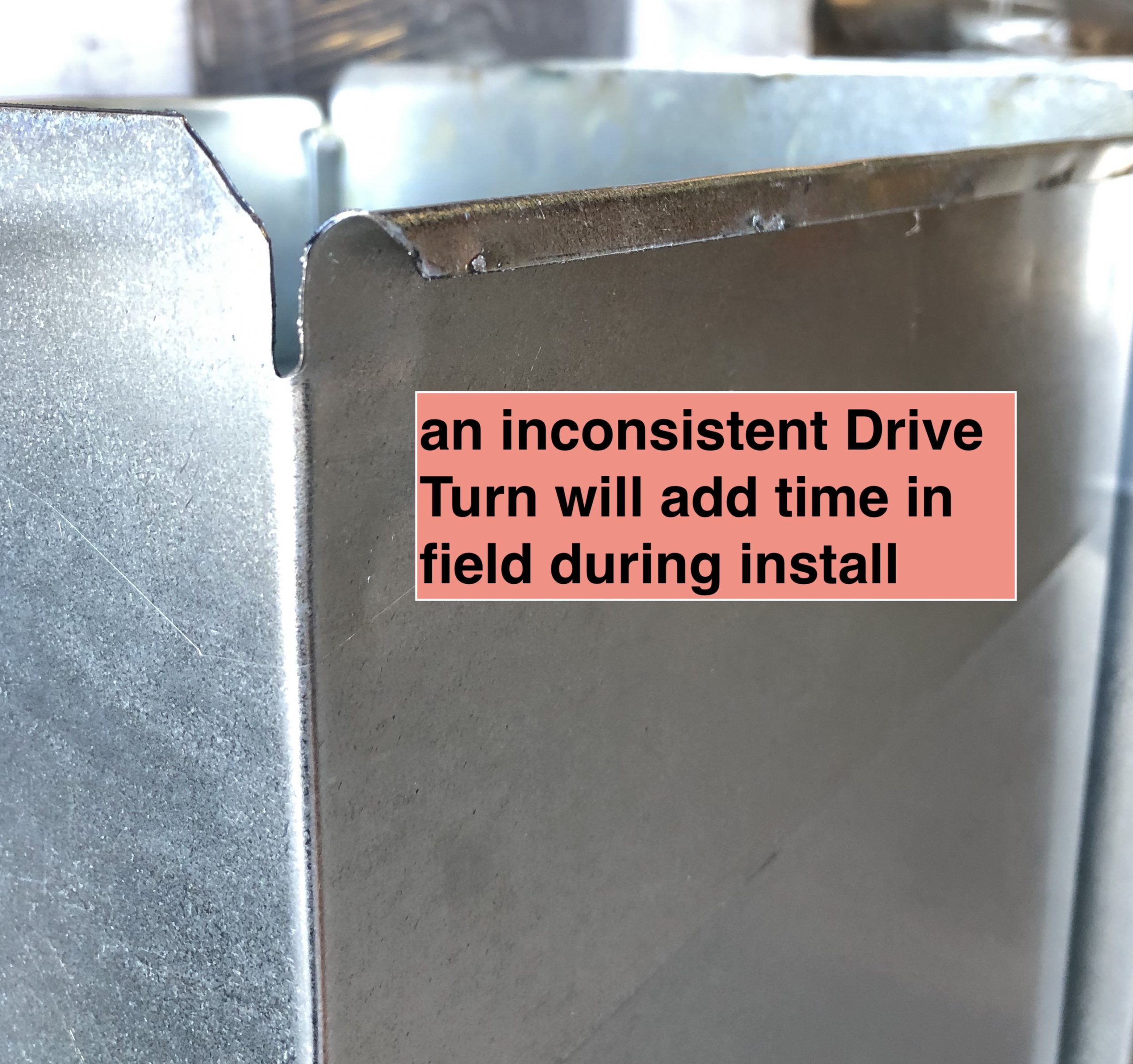
“Turning the Drive” means preparing the 2 joining edges of the Straight Duct or Fitting for connection in the field with a Drive Cleat and the Cleatbender is the machine that performs this task. It does so by using 1/2″ of metal and bending it outward to form a 7/16″ Open Hem at 180 degrees. Unlike the Cheekbender which has just tug of the handle, the Cleatbender requires that the operator pull the handle 3 times to get that 180 degree bend)
Also unlike the Cheekbender who’s 90 degree profile is always turned inward towards duct fitting interior and thus difficult to spot even when it’s still in the flat, the Cleatbender’s 180 degree profile always visible because it’s on ductwork’s exterior.